ISO 4954 - Anexo A



O Creation Group é uma empresa de referência na China focada em arames de aço de alta qualidade para cabeçamento a frio. A equipe de gestão tem 20 anos de experiência no setor. Estabelecemos boas relações com muitos fornecedores de primeira linha da indústria automotiva, e todos os arames vêm de usinas siderúrgicas renomadas. Todos os pedidos são 100% rastreáveis.

Condição de entrega
: AC
Qualidade superficial
- : Contínua e lisa
- : Sem soldas, sobreposições, cavidades, arranhões ou marcas de desenho
- : Sem ferrugem

Áreas de aplicação
- : Indústria automotiva
- : Construção civil
- : Indústria mecânica
- : Outros setores
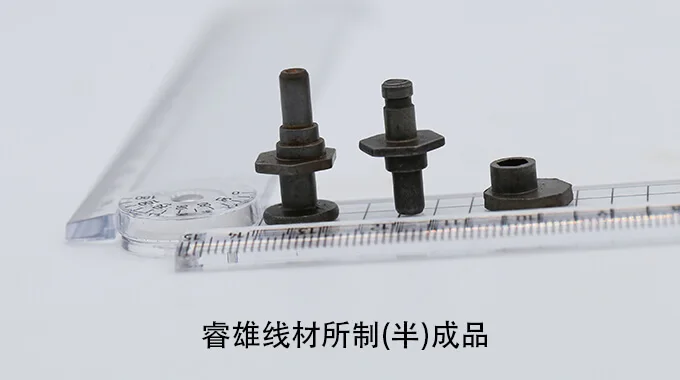
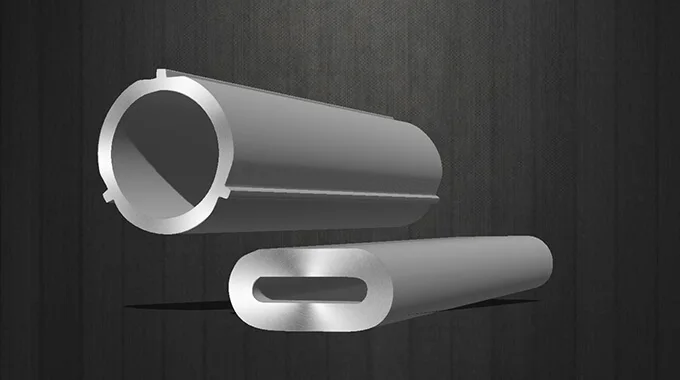
Produtos & Serviços
Produtos Relacionados









1. Combinação das condições de entrega
Tabela A.1 - Combinação de condições de tratamento térmico, formas de produto e requisitos aplicáveis no momento da entrega
| Condição de entrega | Símbolos | Forma do produto a | Requisitos aplicáveis | |||||
| Arames | Barra | Fio | ||||||
| Não tratado (como laminado a quente) | +AR | X | X | - | Composição química conforme especificado emTabela A.2 | Propriedades mecânicas conforme especificado emTTabela A.3 | Requisitos suplementares ou especiais conforme especificado no Anexo Eb | |
| descascado Não tratado+ | descascado | +AR+PE | X | X | - | |||
| Laminado a frio | +AR+C | - | X | X | ||||
| Laminado a frio + esferoidizado | +AR+C+AC | - | X | X | ||||
| Laminado a frio + Esferoidizado + passado à pele | +AR+C+AC+LC | - | X | X | ||||
| Recozido para atingir carburetos esferoidizados + | Como tratado ou descascado | +AC or AC+PE | X | X | - | |||
| tração a frio | +AC+C | - | X | X | ||||
| Outros | Outras condições de entrega podem ser acordadas no momento do pedido | |||||||
| a X=aplicável, —=não aplicável b Se acordado no momento da consulta e do pedido. | ||||||||
2. Composição química
Tabela A.2 - Composição química dos aços que não são submetidos a tratamento térmico após o processamento a frio (aplicável à análise do lingote) a
| Nome do aço | % fração em massa a | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Al b | Cu | Cr+Ni+Mo | |
| Aços não ligados | |||||||||||
| C2C | 0,03 | 0,10 | 0,20 to 0,40d | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C4C | 0,02 to 0,06 | 0,10 | 0,25 to 0,40 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C8C | 0,06 to 0,10 | 0,10 | 0,25 to 0,45 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10C | 0,08 to 0,12 | 0,10 | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10GC | 0,08 to 0,12 | 0,15 to 0,25c | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C15C | 0,13 to 0,17 | 0,10 | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C15GC | 0,13 to 0,17 | 0,15 to 0,25c | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C17C | 0,15 to 0,19 | 0,10 | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C17GC | 0,15 to 0,19 | 0,15 to 0,25c | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C20C | 0,18 to 0,22 | 0,10 | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C20GC | 0,18 to 0,22 | 0,15 to 0,25c | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C25C | 0,23 to 0,27 | 0,10 | 0,80 to 1.00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C25GC | 0,23 to 0,27 | 0,15 to 0,25c | 0,80 to 1,00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | — | 0,30 | 0,50 |
| Elementos não mencionados nesta tabela não devem ser adicionados intencionalmente ao aço sem o acordo do comprador, exceto aqueles destinados a finalizar a fusão. Todas as precauções razoáveis devem ser tomadas para evitar a adição de elementos a partir de sucata ou outros materiais usados no processo de produção. No entanto, elementos residuais podem estar presentes, desde que não afetem as propriedades mecânicas e a aplicabilidade a Valores máximos, salvo indicação em contrário. b O alumínio pode ser substituído por outro elemento ou elementos com efeito similar C Os graus C10GC, C15GC, C17GC e C20GC podem ser fornecidos em duas qualidades: a) com teor de alumínio Al máximo 0,015 %, ou b) sem alumínio e com teor de silício de 0,15 % a 0,25 % para revestimento a zinco a quente d Para os graus C2C, C20C, C20GC e C25C, pode ser especificado um teor de manganês inferior, com uma faixa de 0,20 %. | |||||||||||
3. Propriedades mecânicas
Tabela A.3 - Propriedades mecânicas de arames, barras e fios que não são submetidos a tratamento térmico após o processamento a frio
| Nome do aço | Diâmetro | Condição de Entrega | ||||||||||||
| +AR or +AR+PE | +AC or+AC+PE | +AR+C | +AR+C+AC | +AR+C+AC+LC | +AC+C | |||||||||
| acima mm | up to mm | Rm máx. MPa | Z a mín. % | R máx. MPa | Z mín. % | Rm máx MPa | Zmín % | Rm máx MPa | Zmín. % | Rmáx MPa | Zmín. % | R máx. MPa | Zmín. % | |
| C2C | 2 | 5 | — | — | —— | —— | — | — | 310 | 80 | 350 | 75 | — | —— |
| 5 | 10 | 360 | 75 | 450 | 70 | 300 | 80 | 340 | 75 | |||||
| 10 | 40 | 360 | 75 | 440 | 70 | 300 | 80 | 340 | 75 | |||||
| 40 | 100 | 360 | 75 | 440 | 68 | 300 | 80 | 340 | 75 | |||||
| C4C | 2 | 5 | 320 | 77 | 360 | 73 | ||||||||
| 5 | 10 | 390 | 70 | 330 | 75 | 470 | 66 | 310 | 77 | 350 | 73 | 410 | 70 | |
| 10 | 40 | 390 | 70 | 330 | 75 | 460 | 66 | 300 | 77 | 350 | 73 | 400 | 70 | |
| 40 | 100 | 390 | 70 | 330 | 75 | — | — | — | ||||||
| C8C | 2 | 5 | — | — | — | —— | — | 350 | 72 | 390 | 68 | —— | ||
| 5 | 10 | 410 | 65 | 360 | 70 | 490 | 63 | 340 | 72 | 380 | 68 | 450 | 65 | |
| 10 | 40 | 410 | 65 | 360 | 70 | 480 | 63 | 340 | 72 | 380 | 68 | 440 | 65 | |
| 40 | 100 | 410 | 65 | 360 | 70 | — | — | — | — | —— | ||||
| C10C C10GC | 2 | 5 | — | 370 | 72 | 410 | 68 | |||||||
| 5 | 10 | 430 | 60 | 380 | 70 | 520 | 58 | 360 | 72 | 400 | 68 | 470 | 63 | |
| 10 | 40 | 430 | 60 | 380 | 70 | 510 | 58 | 360 | 72 | 400 | 68 | 460 | 63 | |
| 40 | 100 | 430 | 60 | 380 | 70 | — | — | — | ||||||
| C15C C15GC | 2 | 5 | —— | — | 390 | 70 | 430 | 66 | ||||||
| 5 | 10 | 460 | 58 | 400 | 68 | 550 | 56 | 380 | 70 | 420 | 66 | 490 | 63 | |
| 10 | 40 | 460 | 58 | 400 | 68 | 540 | 56 | 380 | 70 | 420 | 66 | 480 | 63 | |
| 40 | 100 | 460 | 58 | 400 | 68 | —— | —— | — | — | — | — | —— | —— | |
| C17C C17GC | 2 | 5 | — | — | — | — | — | — | 430 | 67 | 470 | 63 | — | — |
| 5 | 10 | 520 | 58 | 440 | 65 | 610 | 56 | 420 | 67 | 460 | 63 | 530 | 60 | |
| 10 | 40 | 520 | 58 | 440 | 65 | 600 | 56 | 420 | 67 | 460 | 63 | 520 | 60 | |
| 40 | 100 | 520 | 58 | 440 | 65 | — | ||||||||
| a Os valores são fornecidos apenas para informação. | ||||||||||||||
4. Requisitos de capacidade de endurecimento por química (hardenability)

Inspeção visual - imersão em ácido

Inspeção visual - no local

Teste de prensagem a frio - gráfico de rosquinha

Análise metalográfica - micrografia 100x
Análise metalográfica - micrografia 500x
Análise metalográfica - imagem do equipamento de teste, microscópio metalográfico Keyence

Testes de propriedades mecânicas - ensaio de tração

Teste de dureza - HRC - Rockwell
Teste de dureza - HRB
Teste de dureza - HV - Vickers

Composição química - foto do espectrômetro
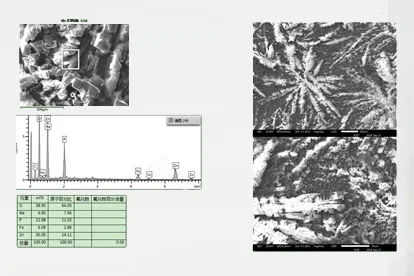
Teste de película - foto de microscópio eletrônico
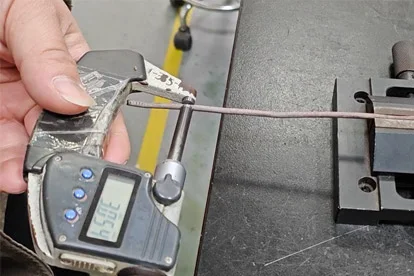
Dimensões - micrômetro
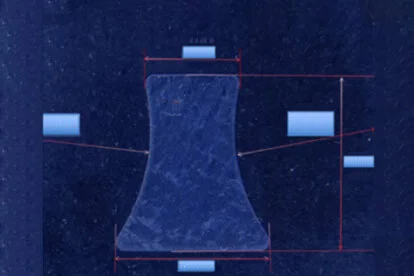
Verificação da forma da seção transversal
Teste de resistência à corrosão