ISO 4954-Lampiran A



Creation Group adalah perusahaan terkemuka di Tiongkok yang berfokus pada kawat baja pembentukan dingin berkualitas tinggi. Seluruh tim manajemen memiliki pengalaman 20 tahun di industri ini. Kami telah menjalin hubungan yang erat dengan banyak pemasok tier-1 di sektor otomotif, dan seluruh kawat baja kami bersumber dari pabrik baja ternama. Semua pesanan dapat dilacak secara menyeluruh hingga 100%.

Ketentuan pengiriman
: Komunikasi C
Kualitas permukaan
- : kontinu dan mulus
- : tanpa sambungan, tumpang tindih, lubang, goresan, dan bekas luka hasil penarikan kawat
- : Tanpa karat

Bidang aplikasi
- : Industri otomotif
- : Industri konstruksi
- : Industri mesin
- : Industri lainnya
Produk & Layanan
Produk Terkait









1. Kombinasi ketentuan pengiriman barang
Tabel A.1–Kombinasi kondisi perlakuan panas, bentuk produk, dan persyaratan yang berlaku pada saat pengiriman
| Kondisi pengiriman | Simbol-simbol | Bentuk produk a | Persyaratan yang berlaku | |||||
| Batang kawat | Batang | Kawat | ||||||
| Belum diolah (sebagai hasil canai panas) | +AR | X | X | - | Komposisi kimia sebagaimana ditetapkan dalamTabel A.2 | Sifat-sifat mekanis sebagaimana ditetapkan dalamTmampu A.3 | Persyaratan tambahan atau khusus sebagaimana ditentukan dalam Lampiran Eb | |
| dikupas Belum diolah+ | dikupas | +AR+PE | X | X | - | |||
| Dilunakkan dengan penarikan dingin | +AR+C | - | X | X | ||||
| Dilunakkan dingin + anil sferoidisasi | +AR+C+AC | - | X | X | ||||
| Dilunakkan dingin + anil sferoidisasi + permukaan bersih | +AR+C+AC+LC | - | X | X | ||||
| Dianil untuk mencapai karbida sferoid + | Sebagaimana yang telah diolah atau dikupas | +AC or AC+PE | X | X | - | |||
| dilunakkan dingin | +AC+C | - | X | X | ||||
| Lainnya | Kondisi pengiriman lainnya dapat disepakati pada saat pemesanan | |||||||
| a X=berlaku, —=tidak berlaku b Jika disepakati pada saat permintaan penawaran dan pemesanan. | ||||||||
2. Komposisi kimia
Tabel A.2- Komposisi kimia baja yang tidak menjalani perlakuan panas setelah pengerjaan dingin (berlaku untuk analisis peleburan) a
| Nama baja | %fraksi massa a | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Al b | Cu | Cr+Ni+Mo | |
| Kelas baja non-paduan | |||||||||||
| C2C | 0,03 | 0,10 | 0,20 to 0,40d | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C4C | 0,02 to 0,06 | 0,10 | 0,25 to 0,40 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C8C | 0,06 to 0,10 | 0,10 | 0,25 to 0,45 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10C | 0,08 to 0,12 | 0,10 | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10GC | 0,08 to 0,12 | 0,15 to 0,25c | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C15C | 0,13 to 0,17 | 0,10 | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C15GC | 0,13 to 0,17 | 0,15 to 0,25c | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C17C | 0,15 to 0,19 | 0,10 | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C17GC | 0,15 to 0,19 | 0,15 to 0,25c | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C20C | 0,18 to 0,22 | 0,10 | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C20GC | 0,18 to 0,22 | 0,15 to 0,25c | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C25C | 0,23 to 0,27 | 0,10 | 0,80 to 1.00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C25GC | 0,23 to 0,27 | 0,15 to 0,25c | 0,80 to 1,00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | — | 0,30 | 0,50 |
| Unsur-unsur yang tidak dicantumkan dalam tabel ini tidak boleh sengaja ditambahkan ke dalam baja tanpa persetujuan pembeli, kecuali unsur-unsur yang dimaksudkan untuk penyelesaian peleburan. Segala tindakan pencegahan yang wajar harus diambil guna mencegah masuknya unsur-unsur dari potongan besi tua atau bahan lain yang digunakan dalam proses produksi. Namun, unsur-unsur residu diperbolehkan asalkan tidak mempengaruhi sifat mekanik dan aplikabilitas a Nilai maksimum kecuali dinyatakan lain. b Aluminium dapat diganti dengan unsur lain yang memiliki efek serupa C Kelas C10GC,C15GC,C17GC dan C20GC dapat disuplai dalam dua kualitas: a) dengan kandungan aluminium maksimum 0,015 %, atau b) tanpa aluminium dan dengan kandungan silikon sebesar 0,15 % hingga 0,25 % untuk pelapisan seng celup panas d Untuk kelas C2C,C20C,C20GC dan C25C, kandungan mangan yang lebih rendah dapat ditentukan dengan rentang 0,20 %. | |||||||||||
3. Sifat mekanik
Tabel A.3- Sifat mekanik kawat baja, batang, dan kawat baja yang tidak menjalani perlakuan panas setelah proses pengerjaan dingin
| Nama baja | Diameter | Kondisi Pengiriman | ||||||||||||
| +AR or +AR+PE | +AC or+AC+PE | +AR+C | +AR+C+AC | +AR+C+AC+LC | +AC+C | |||||||||
| di atas mm | up to mm | Rm maks. MPa | Z a min. % | R maks. MPa | Z min. % | Rm maks MPa | Zmin % | Rm maks MPa | Zmin. % | Rmax MPa | Zmin. % | R maks. MPa | Zmin. % | |
| C2C | 2 | 5 | — | — | —— | —— | — | — | 310 | 80 | 350 | 75 | — | —— |
| 5 | 10 | 360 | 75 | 450 | 70 | 300 | 80 | 340 | 75 | |||||
| 10 | 40 | 360 | 75 | 440 | 70 | 300 | 80 | 340 | 75 | |||||
| 40 | 100 | 360 | 75 | 440 | 68 | 300 | 80 | 340 | 75 | |||||
| C4C | 2 | 5 | 320 | 77 | 360 | 73 | ||||||||
| 5 | 10 | 390 | 70 | 330 | 75 | 470 | 66 | 310 | 77 | 350 | 73 | 410 | 70 | |
| 10 | 40 | 390 | 70 | 330 | 75 | 460 | 66 | 300 | 77 | 350 | 73 | 400 | 70 | |
| 40 | 100 | 390 | 70 | 330 | 75 | — | — | — | ||||||
| C8C | 2 | 5 | — | — | — | —— | — | 350 | 72 | 390 | 68 | —— | ||
| 5 | 10 | 410 | 65 | 360 | 70 | 490 | 63 | 340 | 72 | 380 | 68 | 450 | 65 | |
| 10 | 40 | 410 | 65 | 360 | 70 | 480 | 63 | 340 | 72 | 380 | 68 | 440 | 65 | |
| 40 | 100 | 410 | 65 | 360 | 70 | — | — | — | — | —— | ||||
| C10C C10GC | 2 | 5 | — | 370 | 72 | 410 | 68 | |||||||
| 5 | 10 | 430 | 60 | 380 | 70 | 520 | 58 | 360 | 72 | 400 | 68 | 470 | 63 | |
| 10 | 40 | 430 | 60 | 380 | 70 | 510 | 58 | 360 | 72 | 400 | 68 | 460 | 63 | |
| 40 | 100 | 430 | 60 | 380 | 70 | — | — | — | ||||||
| C15C C15GC | 2 | 5 | —— | — | 390 | 70 | 430 | 66 | ||||||
| 5 | 10 | 460 | 58 | 400 | 68 | 550 | 56 | 380 | 70 | 420 | 66 | 490 | 63 | |
| 10 | 40 | 460 | 58 | 400 | 68 | 540 | 56 | 380 | 70 | 420 | 66 | 480 | 63 | |
| 40 | 100 | 460 | 58 | 400 | 68 | —— | —— | — | — | — | — | —— | —— | |
| C17C C17GC | 2 | 5 | — | — | — | — | — | — | 430 | 67 | 470 | 63 | — | — |
| 5 | 10 | 520 | 58 | 440 | 65 | 610 | 56 | 420 | 67 | 460 | 63 | 530 | 60 | |
| 10 | 40 | 520 | 58 | 440 | 65 | 600 | 56 | 420 | 67 | 460 | 63 | 520 | 60 | |
| 40 | 100 | 520 | 58 | 440 | 65 | — | ||||||||
| a Nilai-nilai tersebut disajikan hanya sebagai informasi. | ||||||||||||||
4. Persyaratan kemampuan pengerasan

Pemeriksaan visual – perendaman asam

Pemeriksaan visual – di lokasi

Pembentukan dingin–diagram pai

Pengujian metalografi – 100 kali lipat
Pengujian metalografi – 500 kali lipat
Uji metalografi – peralatan uji berupa mikroskop metalografi Keyence

Uji sifat mekanik – uji tarik

Uji kekerasan-HRC-Rockwell
Uji kekerasan-HRB
Uji kekerasan-HV-Vickers

Komposisi kimia – foto spektrometer
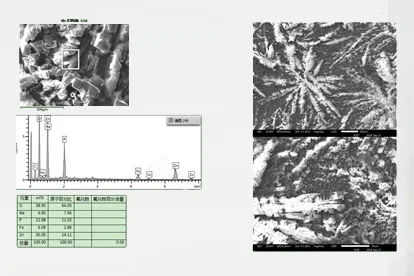
Uji lapisan pelindung – foto mikroskop elektron
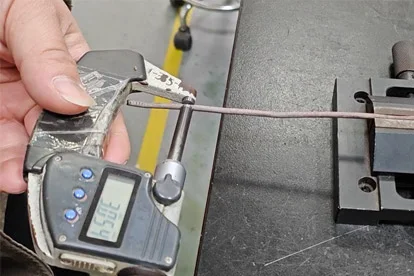
Ukuran – mikrometer
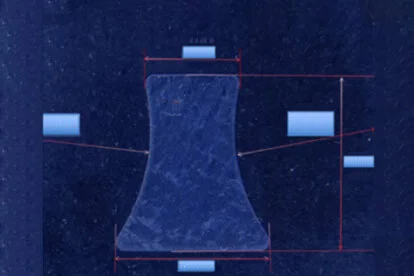
Pemeriksaan bentuk penampang lintang
Uji ketahanan korosi