ISO 4954 - Annex A



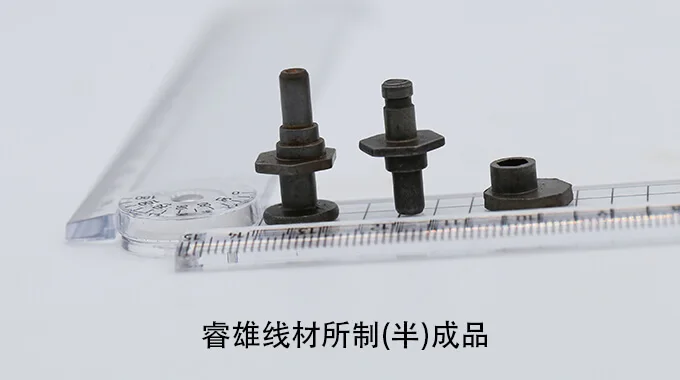
Creation Group is a benchmark enterprise in China specializing in high-quality cold heading wire (CHQ wire). The entire management team has 20 years of industry experience. We have established strong relationships with many Tier 1 suppliers in the automotive industry, and all wire rod is sourced from branded steel mills. All orders are 100% traceable.

Delivery condition
: AC
Surface Quality
- Continuously smooth
- Free of seams, laps, pits, scratches, and drawing marks
- Rust-free

Applications
- Automotive industry
- Construction industry
- Machinery industry
- Other industries









1. Combinations of delivery conditions
Table A.1 – Combinations of heat treatment condition at delivery, product form, and applicable requirements
| Delivery condition | Symbols | Product form a | Applicable requirements | |||||
| Wire rod | Bar | Wire | ||||||
| Untreated (as hot-rolled) | +AR | X | X | - | Chemical composition as specified inTable A.2 | Mechanical properties as specified inTTable A.3 | Supplementary or special requirements as specified in Annex Eb | |
| peeled Untreated+ | peeled | +AR+PE | X | X | - | |||
| Cold drawn | +AR+C | - | X | X | ||||
| Cold drawn + spheroidized | +AR+C+AC | - | X | X | ||||
| Cold drawn + spheroidized + skin-passed | +AR+C+AC+LC | - | X | X | ||||
| Annealed to achieve spheroidized carbides + | As treated or peeled | +AC or AC+PE | X | X | - | |||
| cold drawn | +AC+C | - | X | X | ||||
| Other | Other delivery conditions may be agreed at the time of ordering | |||||||
| a X=applicable,—=not applicable b Ifagreed at the time of enquiry and order. | ||||||||
2. Chemical composition
Table A.2 – Chemical composition of steels not intended for heat treatment after cold working (applicable to cast analysis) a
| Steel name | %mass fraction a | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Al b | Cu | Cr+Ni+Mo | |
| Non-alloy steel grades | |||||||||||
| C2C | 0,03 | 0,10 | 0,20 to 0,40d | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C4C | 0,02 to 0,06 | 0,10 | 0,25 to 0,40 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C8C | 0,06 to 0,10 | 0,10 | 0,25 to 0,45 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10C | 0,08 to 0,12 | 0,10 | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10GC | 0,08 to 0,12 | 0,15 to 0,25c | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C15C | 0,13 to 0,17 | 0,10 | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C15GC | 0,13 to 0,17 | 0,15 to 0,25c | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C17C | 0,15 to 0,19 | 0,10 | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C17GC | 0,15 to 0,19 | 0,15 to 0,25c | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C20C | 0,18 to 0,22 | 0,10 | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C20GC | 0,18 to 0,22 | 0,15 to 0,25c | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C25C | 0,23 to 0,27 | 0,10 | 0,80 to 1.00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C25GC | 0,23 to 0,27 | 0,15 to 0,25c | 0,80 to 1,00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | — | 0,30 | 0,50 |
| Elements not quoted in this table should not be intentionally added to the steel without the agreement of the purchaser,except those intended for finishing the heat.All reasonable precautions shall be taken in order to prevent the addition of elements from scrap or other material used in the production process.However,residual elements may be present provided that they do not affect the mechanical properties and applicability a Maximum values unless otherwise indicated. b Aluminium may be replaced by another element or elements having a similar effect C Grade C10GC,C15GC,C17GC and C20GC can be delivered in two qualities:a)with an aluminium content of Al max.0,015 %,or b)without aluminium and a silicon content of 0,15 %to 0,25 %for hot dip zinc coating d For grades C2C,C20C,C20GC and C25C,a lower manganese content may be specified with a range of 0,20 %. | |||||||||||
1111111
1111111
3. Mechanical properties
Table A.3 – Mechanical properties of wire, bars, and wire not intended for heat treatment after cold working
| Steel name | Diameter | Delivery Condition | ||||||||||||
| +AR or +AR+PE | +AC or+AC+PE | +AR+C | +AR+C+AC | +AR+C+AC+LC | +AC+C | |||||||||
| above mm | up to mm | Rm max. MPa | Z min. % | R max. MPa | Z min. % | Rm max MPa | Zmin % | Rm max MPa | Min. % | Rmax MPa | Min. % | R max. MPa | Min. % | |
| C2C | 2 | 5 | — | — | —— | —— | — | — | 310 | 80 | 350 | 75 | — | —— |
| 5 | 10 | 360 | 75 | 450 | 70 | 300 | 80 | 340 | 75 | |||||
| 10 | 40 | 360 | 75 | 440 | 70 | 300 | 80 | 340 | 75 | |||||
| 40 | 100 | 360 | 75 | 440 | 68 | 300 | 80 | 340 | 75 | |||||
| C4C | 2 | 5 | 320 | 77 | 360 | 73 | ||||||||
| 5 | 10 | 390 | 70 | 330 | 75 | 470 | 66 | 310 | 77 | 350 | 73 | 410 | 70 | |
| 10 | 40 | 390 | 70 | 330 | 75 | 460 | 66 | 300 | 77 | 350 | 73 | 400 | 70 | |
| 40 | 100 | 390 | 70 | 330 | 75 | — | — | — | ||||||
| C8C | 2 | 5 | — | — | — | —— | — | 350 | 72 | 390 | 68 | —— | ||
| 5 | 10 | 410 | 65 | 360 | 70 | 490 | 63 | 340 | 72 | 380 | 68 | 450 | 65 | |
| 10 | 40 | 410 | 65 | 360 | 70 | 480 | 63 | 340 | 72 | 380 | 68 | 440 | 65 | |
| 40 | 100 | 410 | 65 | 360 | 70 | — | — | — | — | —— | ||||
| C10C C10GC | 2 | 5 | — | 370 | 72 | 410 | 68 | |||||||
| 5 | 10 | 430 | 60 | 380 | 70 | 520 | 58 | 360 | 72 | 400 | 68 | 470 | 63 | |
| 10 | 40 | 430 | 60 | 380 | 70 | 510 | 58 | 360 | 72 | 400 | 68 | 460 | 63 | |
| 40 | 100 | 430 | 60 | 380 | 70 | — | — | — | ||||||
| C15C C15GC | 2 | 5 | —— | — | 390 | 70 | 430 | 66 | ||||||
| 5 | 10 | 460 | 58 | 400 | 68 | 550 | 56 | 380 | 70 | 420 | 66 | 490 | 63 | |
| 10 | 40 | 460 | 58 | 400 | 68 | 540 | 56 | 380 | 70 | 420 | 66 | 480 | 63 | |
| 40 | 100 | 460 | 58 | 400 | 68 | —— | —— | — | — | — | — | —— | —— | |
| C17C C17GC | 2 | 5 | — | — | — | — | — | — | 430 | 67 | 470 | 63 | — | — |
| 5 | 10 | 520 | 58 | 440 | 65 | 610 | 56 | 420 | 67 | 460 | 63 | 530 | 60 | |
| 10 | 40 | 520 | 58 | 440 | 65 | 600 | 56 | 420 | 67 | 460 | 63 | 520 | 60 | |
| 40 | 100 | 520 | 58 | 440 | 65 | — | ||||||||
| a The values are provided for reference only. | ||||||||||||||
4. Hardenability requirements

Visual inspection - acid pickling

Visual inspection - on-site

Cold upsetting test - upset specimen

Metallographic examination - 100x magnification
Metallographic examination - 500x magnification
Metallographic examination - Keyence metallographic microscope

Mechanical property testing - tensile test

Hardness Test - HRC (Rockwell)
Hardness Test - HRB
Hardness Test - HV (Vickers)

Chemical Composition - Spectrometer Image
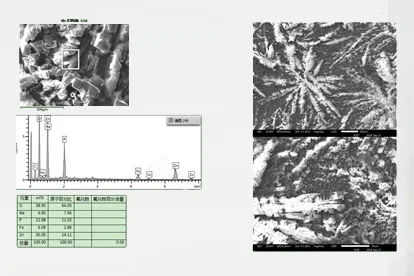
Coating Test - SEM Image
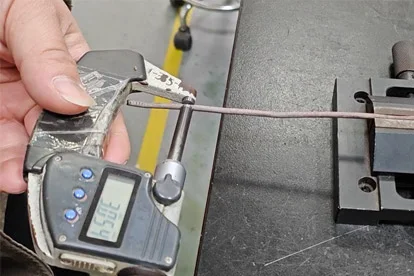
Dimensions - Micrometer
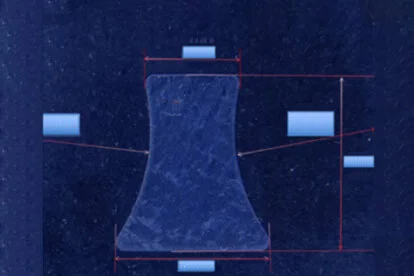
Cross-Sectional Shape Inspection
Corrosion Resistance Test
Surface Roughness Test
1. In Coil
Example of wire coil bundling2. Strip-shaped
Example of wire coil bundling3. Export wooden crate packaging
Example of wire coil bundling4. Container loading photos
Container loading photos5. Product protection details
Product protection5. Product protection details
Product protectionExample of outer packaging
End-face wooden board packaging
Wrapped packaging
PP woven bag packaging
Wire rack packaging
Pallet packaging