ISO 4954-A. melléklet



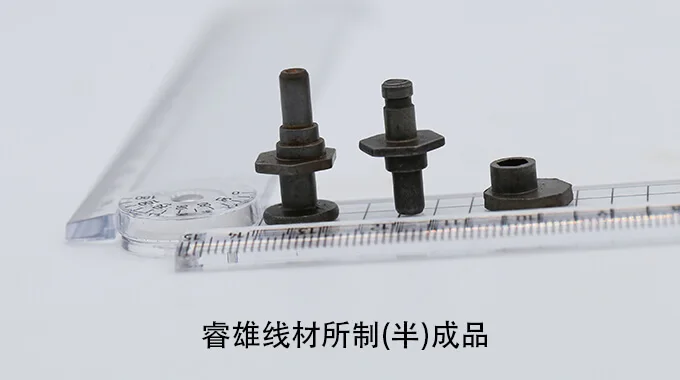
A Sanghaj Creation Group Ipari Csoport Kína mértékadó vállalata a hidegfejezésre szánt minőségi acélhuzal területén. A teljes vezetőcsapat 20 éves iparági tapasztalattal rendelkezik. Számos, az autóiparban tevékenykedő elsőszámú beszállítóval építettünk ki erős kapcsolatot, és valamennyi hengerhuzal márkás acélgyáraktól származik. Minden megrendelés 100%-ban nyomon követhető.

Szállítási feltételek
: Beszélgetés C
Felületminőség
- : folyamatos simítás
- : nincsenek illesztések, átfedések, mélyedések, karcolások és húzásos hegek
- : rozsdatlan

Alkalmazási területek
- : az autóipar
- : építőipar
- : gépipar
- : egyéb iparágak









1. Szállítási feltételek kombinációja
A.1. táblázat – A szállításkori hőkezelési feltételek, a termék formája és az alkalmazandó követelmények kombinációja
| Szállítási állapot | Szimbólumok | Termékforma a | Alkalmazható követelmények | |||||
| Hengerhuzal | Bar | Drót | ||||||
| Kezeletlen (hőkezelt állapotban) | +AR | X | X | - | Vegyi összetétel a következők szerint:A.2 táblázat | Mechanikai tulajdonságok a következőkben meghatározottak szerintTképes A.3 | Kiegészítő vagy különleges követelmények, ahogy az Annex Eb-ben meghatározott | |
| lezsírozott, nem kezelt+ | hámozott | +AR+PE | X | X | - | |||
| Hidegen húzott | +AR+C | - | X | X | ||||
| Hidegen húzott + gömbösítő lágyítás | +AR+C+AC | - | X | X | ||||
| Hidegtépés+ gömbösítő lágyítás+ felületi hibamentesség átvizsgálás | +AR+C+AC+LC | - | X | X | ||||
| Hidegfejezésre alkalmas gömbösítő lágyítás + | Feldolgozottként vagy hámozottként | +AC or AC+PE | X | X | - | |||
| hidegfejezés | +AC+C | - | X | X | ||||
| Egyéb | Egyéb szállítási feltételek a rendelés leadásakor egyeztethetők. | |||||||
| a X=alkalmazható,—=nem alkalmazható b Ha a megkeresés és a rendelés idején egyeztetve. | ||||||||
2. Vegyi összetétel
Táblázat A.2 – Hidegfejezés után hőkezelésre nem szánt acélok kémiai összetétele (öntvényelemzésre vonatkozik) a
| Acélnév | %tömegfrakció a | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Al b | Cu | Cr+Ni+Mo | |
| Nem ötvözött acéltípusok | |||||||||||
| C2C | 0,03 | 0,10 | 0,20 to 0,40d | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C4C | 0,02 to 0,06 | 0,10 | 0,25 to 0,40 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C8C | 0,06 to 0,10 | 0,10 | 0,25 to 0,45 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10C | 0,08 to 0,12 | 0,10 | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10GC | 0,08 to 0,12 | 0,15 to 0,25c | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C15C | 0,13 to 0,17 | 0,10 | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C15GC | 0,13 to 0,17 | 0,15 to 0,25c | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C17C | 0,15 to 0,19 | 0,10 | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C17GC | 0,15 to 0,19 | 0,15 to 0,25c | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C20C | 0,18 to 0,22 | 0,10 | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C20GC | 0,18 to 0,22 | 0,15 to 0,25c | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C25C | 0,23 to 0,27 | 0,10 | 0,80 to 1.00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C25GC | 0,23 to 0,27 | 0,15 to 0,25c | 0,80 to 1,00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | — | 0,30 | 0,50 |
| A jelen táblázatban nem szereplő elemeket a vevő egyetértése nélkül szándékosan nem szabad az acélba bevonni, kivéve azokat, amelyek a tétel utókezelését szolgálják. A gyártási folyamat során felhasznált hulladékokból vagy más anyagokból származó elemek bekerülésének megakadályozása érdekében minden ésszerű óvintézkedést meg kell tenni. Azonban maradványelemek jelenléte is előfordulhat, feltéve, hogy azok nem befolyásolják a mechanikai tulajdonságokat és az alkalmazhatóságot. a Maximális értékek, ha másként nem jelölve. b Az alumínium helyettesíthető más, hasonló hatású elemmel vagy elemekkel c C10GC,C15GC,C17GC és C20GC minőségben két változatban szállíthatók: a) Al max. 0,015 % tartalommal, vagy b) alumínium nélkül és 0,15 %–0,25 % közötti szilíciumtartalommal horganyzott lemez előállításához d Az C2C,C20C,C20GC és C25C minőségeknél alacsonyabb mangántartalom is megadható, 0,20 % tartományban. | |||||||||||
3. Mechanikai tulajdonságok
Táblázat A.3 – A hidegfejezés után hőkezelés nélkül felhasznált acélhuzalok, rúdacélok és hengerhuzalok mechanikai tulajdonságai
| Acélnév | Átmérő | Szállítási állapot | ||||||||||||
| +AR or +AR+PE | +AC or+AC+PE | +AR+C | +AR+C+AC | +AR+C+AC+LC | +AC+C | |||||||||
| fent mm | up to mm | Rm max. MPa | Z a min. % | R max. MPa | Z min. % | Rm max MPa | Zmin % | Rm max MPa | Zmin. % | Rmax MPa | Zmin. % | R max. MPa | Zmin. % | |
| C2C | 2 | 5 | — | — | —— | —— | — | — | 310 | 80 | 350 | 75 | — | —— |
| 5 | 10 | 360 | 75 | 450 | 70 | 300 | 80 | 340 | 75 | |||||
| 10 | 40 | 360 | 75 | 440 | 70 | 300 | 80 | 340 | 75 | |||||
| 40 | 100 | 360 | 75 | 440 | 68 | 300 | 80 | 340 | 75 | |||||
| C4C | 2 | 5 | 320 | 77 | 360 | 73 | ||||||||
| 5 | 10 | 390 | 70 | 330 | 75 | 470 | 66 | 310 | 77 | 350 | 73 | 410 | 70 | |
| 10 | 40 | 390 | 70 | 330 | 75 | 460 | 66 | 300 | 77 | 350 | 73 | 400 | 70 | |
| 40 | 100 | 390 | 70 | 330 | 75 | — | — | — | ||||||
| C8C | 2 | 5 | — | — | — | —— | — | 350 | 72 | 390 | 68 | —— | ||
| 5 | 10 | 410 | 65 | 360 | 70 | 490 | 63 | 340 | 72 | 380 | 68 | 450 | 65 | |
| 10 | 40 | 410 | 65 | 360 | 70 | 480 | 63 | 340 | 72 | 380 | 68 | 440 | 65 | |
| 40 | 100 | 410 | 65 | 360 | 70 | — | — | — | — | —— | ||||
| C10C C10GC | 2 | 5 | — | 370 | 72 | 410 | 68 | |||||||
| 5 | 10 | 430 | 60 | 380 | 70 | 520 | 58 | 360 | 72 | 400 | 68 | 470 | 63 | |
| 10 | 40 | 430 | 60 | 380 | 70 | 510 | 58 | 360 | 72 | 400 | 68 | 460 | 63 | |
| 40 | 100 | 430 | 60 | 380 | 70 | — | — | — | ||||||
| C15C C15GC | 2 | 5 | —— | — | 390 | 70 | 430 | 66 | ||||||
| 5 | 10 | 460 | 58 | 400 | 68 | 550 | 56 | 380 | 70 | 420 | 66 | 490 | 63 | |
| 10 | 40 | 460 | 58 | 400 | 68 | 540 | 56 | 380 | 70 | 420 | 66 | 480 | 63 | |
| 40 | 100 | 460 | 58 | 400 | 68 | —— | —— | — | — | — | — | —— | —— | |
| C17C C17GC | 2 | 5 | — | — | — | — | — | — | 430 | 67 | 470 | 63 | — | — |
| 5 | 10 | 520 | 58 | 440 | 65 | 610 | 56 | 420 | 67 | 460 | 63 | 530 | 60 | |
| 10 | 40 | 520 | 58 | 440 | 65 | 600 | 56 | 420 | 67 | 460 | 63 | 520 | 60 | |
| 40 | 100 | 520 | 58 | 440 | 65 | — | ||||||||
| Az értékek csupán tájékoztatásul szolgálnak. | ||||||||||||||
4. Edzésmélység-követelmények

Külső vizsgálat – savas fürdetés

Külső vizsgálat – helyszínen

Hidegfejezés–kördiagram

Mikroszkópos anyagvizsgálat – 100-szoros nagyításban
Mikroszkópos anyagvizsgálat – 500-szoros nagyításban
Mikroszkópos anyagvizsgálat – vizsgálóberendezés képe: Keyence mikroszkóp

Mechanikai tulajdonságok vizsgálata – nyújtópróba

Hárságpróba – HRC – Rockwell
Harcosságvizsgálat – HRB
Hámozási vizsgálat – HV – Vickers

Vegyi összetétel – spektrométeres fotó
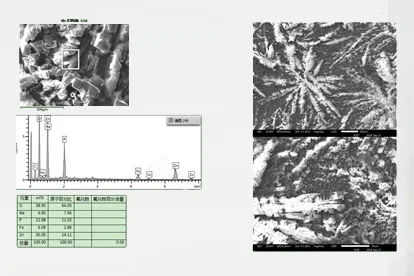
Bélayag‑vizsgálat – elektronmikroszkópos fénykép
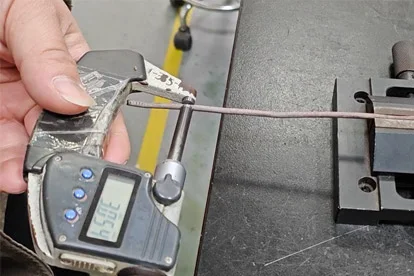
Méret – mikrométer
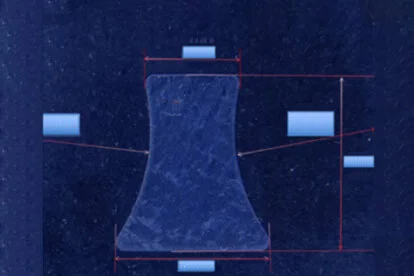
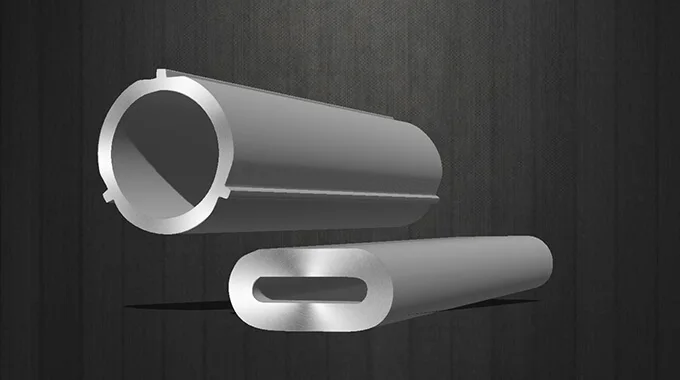
A keresztmetszet alakjának ellenőrzése
Korrózióállósági vizsgálat