ISO 4954-Appendice A



Il Gruppo Industriale Creation Group è un’impresa di riferimento in Cina specializzata nel filo per stampaggio a freddo in acciaio di alta qualità. L’intero team dirigenziale vanta vent’anni di esperienza nel settore. Abbiamo instaurato solide relazioni con numerosi fornitori di primo livello del settore automobilistico, e tutte le vergelle provengono da acciaierie di marca. Tutti gli ordini sono tracciabili al 100%.

Condizioni di consegna
: Scambio C
Qualità della superficie
- : continua e liscia
- : privo di giunture, sovrapposizioni, ammaccature, graffi e segni di trafilatura
- : privo di ruggine

Settori di applicazione
- : industria automobilistica
- : Settore edile
- : industria meccanica
- : Altri settori industriali
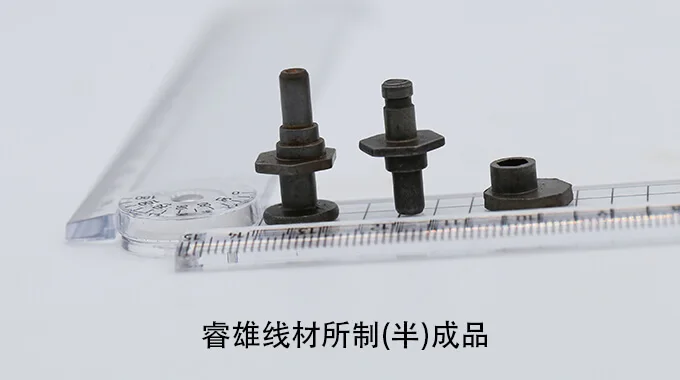
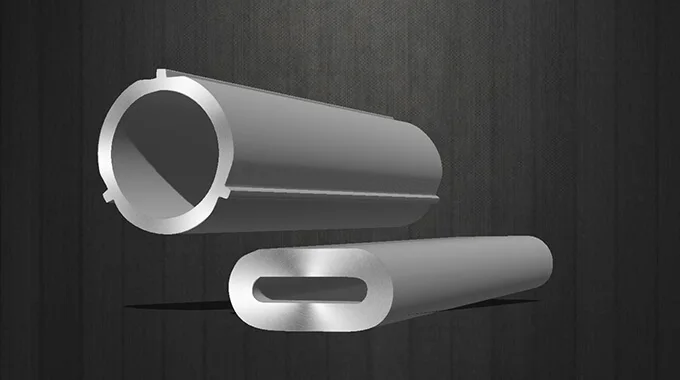
Prodotti e servizi
Prodotti correlati









1. Combinazione delle condizioni di consegna
Tabella A.1 - Combinazioni delle condizioni di trattamento termico al momento della consegna, della forma del prodotto e dei requisiti applicabili
| Condizione di consegna | Simboli | Forma del prodotto a | Requisiti applicabili | |||||
| Vergella | Barra | Filo | ||||||
| Non trattato (come laminato a caldo) | +AR | X | X | - | Composizione chimica come specificato inTabella A.2 | Proprietà meccaniche come specificato inTtabella A.3 | Requisiti supplementari o speciali come specificato nell’Tuttoegato Eb | |
| pelato non trattato+ | pelato | +AR+PE | X | X | - | |||
| Trazione a freddo | +AR+C | - | X | X | ||||
| Trazione a freddo + ricottura di sferoidizzazione | +AR+C+AC | - | X | X | ||||
| Trazione a freddo + ricottura di sferoidizzazione + passaggio in superficie | +AR+C+AC+LC | - | X | X | ||||
| Ricottura per ottenere carburi sferoidizzati + | Come trattato o pelato | +AC or AC+PE | X | X | - | |||
| tirato a freddo | +AC+C | - | X | X | ||||
| Altro | Altre condizioni di consegna potranno essere concordate al momento dell’ordine | |||||||
| a X=applicabile,—=non applicabile b Se concordato al momento della richiesta e dell’ordine. | ||||||||
2. Composizione chimica
Tabella A.2 - Composizione chimica degli acciai sottoposti a lavorazione a freddo e non destinati a trattamenti termici (applicabile all’analisi di colata) a
| Nome dell'acciaio | %frazione di massa a | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Al b | Cu | Cr+Ni+Mo | |
| Classi di acciaio non legato | |||||||||||
| C2C | 0,03 | 0,10 | 0,20 to 0,40d | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C4C | 0,02 to 0,06 | 0,10 | 0,25 to 0,40 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C8C | 0,06 to 0,10 | 0,10 | 0,25 to 0,45 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10C | 0,08 to 0,12 | 0,10 | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10GC | 0,08 to 0,12 | 0,15 to 0,25c | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C15C | 0,13 to 0,17 | 0,10 | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C15GC | 0,13 to 0,17 | 0,15 to 0,25c | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C17C | 0,15 to 0,19 | 0,10 | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C17GC | 0,15 to 0,19 | 0,15 to 0,25c | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C20C | 0,18 to 0,22 | 0,10 | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C20GC | 0,18 to 0,22 | 0,15 to 0,25c | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C25C | 0,23 to 0,27 | 0,10 | 0,80 to 1.00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C25GC | 0,23 to 0,27 | 0,15 to 0,25c | 0,80 to 1,00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | — | 0,30 | 0,50 |
| Gli elementi non riportati in questa tabella non devono essere aggiunti intenzionalmente all’acciaio senza l’accordo dell’acquirente, fatti salvi quelli destinati al completamento della colata. Devono essere adottate tutte le precauzioni ragionevoli per evitare l’immissione di elementi provenienti da rottami o da altri materiali impiegati nel processo produttivo. Tuttavia, possono essere presenti elementi residui, a condizione che non influiscano sulle proprietà meccaniche e sull’idoneità d’impiego. a Valori massimi, salvo diversa indicazione. b L’alluminio può essere sostituito da uno o più elementi con effetto analogo c I gradi C10GC,C15GC,C17GC e C20GC possono essere forniti in due qualità: a) con un tenore di alluminio Al max. 0,015 %, oppure b) privi di alluminio e con un tenore di silicio compreso tra 0,15 % e 0,25 % per il rivestimento a immersione in zinco f Per i gradi C2C,C20C,C20GC e C25C, può essere specificato un tenore di manganese inferiore, con un intervallo di 0,20 %. | |||||||||||
3. Proprietà meccaniche
Tabella A.3 – Proprietà meccaniche di fili, barre e vergelle che non vengono sottoposti a trattamento termico dopo la lavorazione a freddo
| Nome dell'acciaio | Diametro | Condizione di consegna | ||||||||||||
| +AR or +AR+PE | +AC or+AC+PE | +AR+C | +AR+C+AC | +AR+C+AC+LC | +AC+C | |||||||||
| superiore a mm | up to mm | Rm max. MPa | Z minimo % | R max. MPa | Z min. % | Rm max MPa | Zmin % | Rm max MPa | Zmin. % | Rmax MPa | Zmin. % | R max. MPa | Zmin. % | |
| C2C | 2 | 5 | — | — | —— | —— | — | — | 310 | 80 | 350 | 75 | — | —— |
| 5 | 10 | 360 | 75 | 450 | 70 | 300 | 80 | 340 | 75 | |||||
| 10 | 40 | 360 | 75 | 440 | 70 | 300 | 80 | 340 | 75 | |||||
| 40 | 100 | 360 | 75 | 440 | 68 | 300 | 80 | 340 | 75 | |||||
| C4C | 2 | 5 | 320 | 77 | 360 | 73 | ||||||||
| 5 | 10 | 390 | 70 | 330 | 75 | 470 | 66 | 310 | 77 | 350 | 73 | 410 | 70 | |
| 10 | 40 | 390 | 70 | 330 | 75 | 460 | 66 | 300 | 77 | 350 | 73 | 400 | 70 | |
| 40 | 100 | 390 | 70 | 330 | 75 | — | — | — | ||||||
| C8C | 2 | 5 | — | — | — | —— | — | 350 | 72 | 390 | 68 | —— | ||
| 5 | 10 | 410 | 65 | 360 | 70 | 490 | 63 | 340 | 72 | 380 | 68 | 450 | 65 | |
| 10 | 40 | 410 | 65 | 360 | 70 | 480 | 63 | 340 | 72 | 380 | 68 | 440 | 65 | |
| 40 | 100 | 410 | 65 | 360 | 70 | — | — | — | — | —— | ||||
| C10C C10GC | 2 | 5 | — | 370 | 72 | 410 | 68 | |||||||
| 5 | 10 | 430 | 60 | 380 | 70 | 520 | 58 | 360 | 72 | 400 | 68 | 470 | 63 | |
| 10 | 40 | 430 | 60 | 380 | 70 | 510 | 58 | 360 | 72 | 400 | 68 | 460 | 63 | |
| 40 | 100 | 430 | 60 | 380 | 70 | — | — | — | ||||||
| C15C C15GC | 2 | 5 | —— | — | 390 | 70 | 430 | 66 | ||||||
| 5 | 10 | 460 | 58 | 400 | 68 | 550 | 56 | 380 | 70 | 420 | 66 | 490 | 63 | |
| 10 | 40 | 460 | 58 | 400 | 68 | 540 | 56 | 380 | 70 | 420 | 66 | 480 | 63 | |
| 40 | 100 | 460 | 58 | 400 | 68 | —— | —— | — | — | — | — | —— | —— | |
| C17C C17GC | 2 | 5 | — | — | — | — | — | — | 430 | 67 | 470 | 63 | — | — |
| 5 | 10 | 520 | 58 | 440 | 65 | 610 | 56 | 420 | 67 | 460 | 63 | 530 | 60 | |
| 10 | 40 | 520 | 58 | 440 | 65 | 600 | 56 | 420 | 67 | 460 | 63 | 520 | 60 | |
| 40 | 100 | 520 | 58 | 440 | 65 | — | ||||||||
| a I valori sono riportati a titolo puramente informativo. | ||||||||||||||
4. Requisiti di temprabilità

Ispezione esterna – immersione in acido

Ispezione esterna – in loco

Stampaggio a freddo - grafico a torta

Ispezione metallografica – ingrandimento 100x
Ispezione metallografica – ingrandimento 500x
Ispezione metallografica – Apparecchiatura di ispezione: microscopio metallografico Keyence

Prova di resistenza meccanica - prova di trazione

Prova di durezza - HRC - Rockwell
Prova di durezza - HRB
Prova di durezza – HV – Vickers

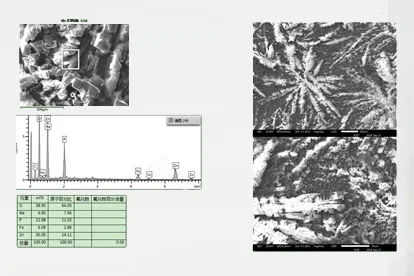
Composizione chimica - foto dello spettrometro
Prova del film – foto al microscopio elettronico
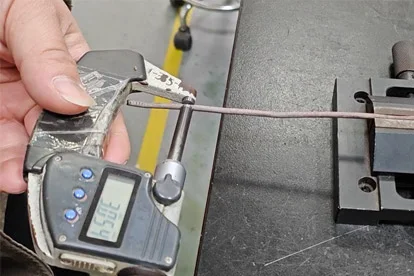
Dimensioni - micrometro
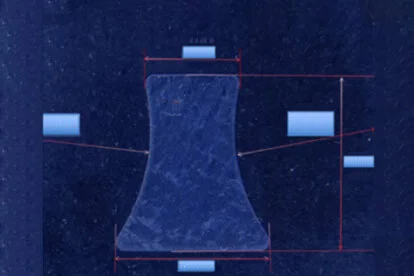
Ispezione della forma della sezione trasversale
Prova di resistenza alla corrosione