ISO 4954-الملحق أ



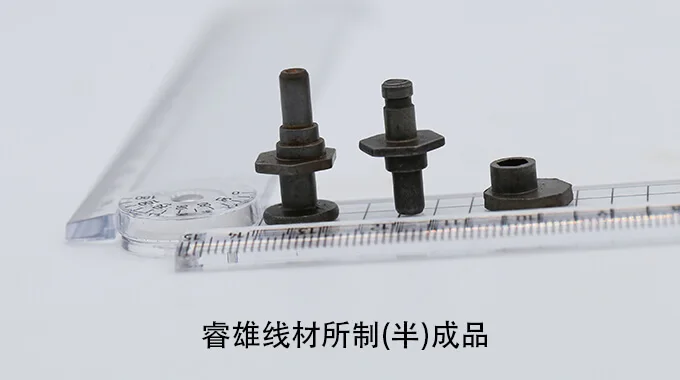
تُعد مجموعة شنغهاي رويشيوان الصناعية شركة رائدة في الصين متخصصة في سلك فولاذي للتشكيل على البارد عالي الجودة. يمتلك فريق الإدارة بأكمله خبرة تمتد لعشرين عامًا في هذا المجال. وقد أقمنا علاقات وثيقة مع العديد من الموردين من الفئة الأولى في قطاع صناعة السيارات، حيث تُورد جميع القضبان السلكية من مصانع فولاذية ذات علامات تجارية معروفة. كما أن جميع الطلبات قابلة للتتبع بنسبة 100%.

شروط التسليم
: تواصل C
جودة السطح
- : متواصل وسلس
- : خالٍ من اللحامات والتداخلات والنتوءات والخدوش وندوب السحب
- : خالٍ من الصدأ

مجالات التطبيق
- : صناعة السيارات
- : قطاع البناء
- : الصناعة الميكانيكية
- : صناعات أخرى









1. تركيبة شروط التسليم
الجدول أ.1- تركيبة شروط المعالجة الحرارية وشكل المنتج والمتطلبات المعمول بها عند التسليم
| حالة التسليم | رموز | شكل المنتج أ | المتطلبات المعمول بها | |||||
| قضبان سلكية | بار | سلك | ||||||
| غير معالج (كما هو مدرفل على الساخن) | +AR | X | X | - | التركيب الكيميائي كما هو محدد فيالجدول أ.2 | الخواص الميكانيكية كما هو محدد فيTقابل A.3 | متطلبات إضافية أو خاصة كما هو محدد في الملحق Eb | |
| مقشّر غير معالج+ | مقشر | +AR+PE | X | X | - | |||
| مسحوب على البارد | +AR+C | - | X | X | ||||
| مسحوب على البارد+ مخمر كرويًا | +AR+C+AC | - | X | X | ||||
| مسحوب على البارد+ مخمر كرويًا+ معالج بالجلد الخارجي | +AR+C+AC+LC | - | X | X | ||||
| مُخمر لتحقيق كربيدات كروية + | كما تم المعالجة أو التقشير | +AC or AC+PE | X | X | - | |||
| مسحوب على البارد | +AC+C | - | X | X | ||||
| غير ذلك | يمكن الاتفاق على شروط توريد أخرى عند إجراء الطلب | |||||||
| أ X=قابل للتطبيق،—=غير قابل للتطبيق ب إذا تم الاتفاق على ذلك عند الاستعلام وتقديم الطلب. | ||||||||
2. التركيب الكيميائي
الجدول أ.2- التركيب الكيميائي للصلب الذي لا يُعالج حرارياً بعد المعالجة على البارد (ينطبق على التحليل الصبغي) a
| اسم الفولاذ | الكسر الكتلي % أ | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Al b | Cu | Cr+Ni+Mo | |
| درجات الفولاذ غير السبائكي | |||||||||||
| C2C | 0,03 | 0,10 | 0,20 to 0,40d | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C4C | 0,02 to 0,06 | 0,10 | 0,25 to 0,40 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C8C | 0,06 to 0,10 | 0,10 | 0,25 to 0,45 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10C | 0,08 to 0,12 | 0,10 | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10GC | 0,08 to 0,12 | 0,15 to 0,25c | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C15C | 0,13 to 0,17 | 0,10 | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C15GC | 0,13 to 0,17 | 0,15 to 0,25c | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C17C | 0,15 to 0,19 | 0,10 | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C17GC | 0,15 to 0,19 | 0,15 to 0,25c | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C20C | 0,18 to 0,22 | 0,10 | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C20GC | 0,18 to 0,22 | 0,15 to 0,25c | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C25C | 0,23 to 0,27 | 0,10 | 0,80 to 1.00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C25GC | 0,23 to 0,27 | 0,15 to 0,25c | 0,80 to 1,00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | — | 0,30 | 0,50 |
| العناصر غير المذكورة في هذا الجدول لا يجوز إضافتها عمدًا إلى الفولاذ إلا بموافقة المشتري، باستثناء تلك المخصصة لإنهاء التلدين. يجب اتخاذ جميع الاحتياطات المعقولة لمنع إضافة عناصر من الخردة أو المواد الأخرى المستخدمة في عملية الإنتاج. ومع ذلك، يجوز وجود عناصر متبقية بشرط ألا تؤثر على الخواص الميكانيكية وقابلية الاستخدام أ القيم القصوى ما لم يُذكر خلاف ذلك. ب يمكن استبدال الألمنيوم بعنصر أو عناصر أخرى ذات تأثير مماثل ج يمكن توريد الدرجات C10GC,C15GC,C17GC و C20GC بجودتين: أ) بحد أقصى للألمنيوم قدره 0,015٪، أو ب) بدون ألمنيوم وبمحتوى سيليكون يتراوح بين 0,15 % و 0,25 % لطلاء الزنك بالغمس الساخن د بالنسبة للدرجات C2C,C20C,C20GC و C25C، يجوز تحديد محتوى أقل من المنغنيز ضمن نطاق 0,20٪. | |||||||||||
3. الخواص الميكانيكية
الجدول أ.3- الخواص الميكانيكية للأسلاك والقضبان السلكية والأسلاك التي لا تخضع للمعالجة الحرارية بعد التشكيل على البارد
| اسم الفولاذ | القطر | حالة التسليم | ||||||||||||
| +AR or +AR+PE | +AC or+AC+PE | +AR+C | +AR+C+AC | +AR+C+AC+LC | +AC+C | |||||||||
| فوق مم | up to mm | Rm بحد أقصى ميجاباسكال | Z بحد أدنى % | R الحد الأقصى. ميجاباسكال | Z الحد الأدنى % | حد أقصى للإجهاد MPa | زدمين % | حد أقصى للإجهاد MPa | Zد. الحد الأدنى % | Rماكس ميجاباسكال | Zد. الحد الأدنى % | R الحد الأقصى. ميجاباسكال | Zد. الحد الأدنى % | |
| C2C | 2 | 5 | — | — | —— | —— | — | — | 310 | 80 | 350 | 75 | — | —— |
| 5 | 10 | 360 | 75 | 450 | 70 | 300 | 80 | 340 | 75 | |||||
| 10 | 40 | 360 | 75 | 440 | 70 | 300 | 80 | 340 | 75 | |||||
| 40 | 100 | 360 | 75 | 440 | 68 | 300 | 80 | 340 | 75 | |||||
| C4C | 2 | 5 | 320 | 77 | 360 | 73 | ||||||||
| 5 | 10 | 390 | 70 | 330 | 75 | 470 | 66 | 310 | 77 | 350 | 73 | 410 | 70 | |
| 10 | 40 | 390 | 70 | 330 | 75 | 460 | 66 | 300 | 77 | 350 | 73 | 400 | 70 | |
| 40 | 100 | 390 | 70 | 330 | 75 | — | — | — | ||||||
| C8C | 2 | 5 | — | — | — | —— | — | 350 | 72 | 390 | 68 | —— | ||
| 5 | 10 | 410 | 65 | 360 | 70 | 490 | 63 | 340 | 72 | 380 | 68 | 450 | 65 | |
| 10 | 40 | 410 | 65 | 360 | 70 | 480 | 63 | 340 | 72 | 380 | 68 | 440 | 65 | |
| 40 | 100 | 410 | 65 | 360 | 70 | — | — | — | — | —— | ||||
| C10C C10GC | 2 | 5 | — | 370 | 72 | 410 | 68 | |||||||
| 5 | 10 | 430 | 60 | 380 | 70 | 520 | 58 | 360 | 72 | 400 | 68 | 470 | 63 | |
| 10 | 40 | 430 | 60 | 380 | 70 | 510 | 58 | 360 | 72 | 400 | 68 | 460 | 63 | |
| 40 | 100 | 430 | 60 | 380 | 70 | — | — | — | ||||||
| C15C C15GC | 2 | 5 | —— | — | 390 | 70 | 430 | 66 | ||||||
| 5 | 10 | 460 | 58 | 400 | 68 | 550 | 56 | 380 | 70 | 420 | 66 | 490 | 63 | |
| 10 | 40 | 460 | 58 | 400 | 68 | 540 | 56 | 380 | 70 | 420 | 66 | 480 | 63 | |
| 40 | 100 | 460 | 58 | 400 | 68 | —— | —— | — | — | — | — | —— | —— | |
| C17C C17GC | 2 | 5 | — | — | — | — | — | — | 430 | 67 | 470 | 63 | — | — |
| 5 | 10 | 520 | 58 | 440 | 65 | 610 | 56 | 420 | 67 | 460 | 63 | 530 | 60 | |
| 10 | 40 | 520 | 58 | 440 | 65 | 600 | 56 | 420 | 67 | 460 | 63 | 520 | 60 | |
| 40 | 100 | 520 | 58 | 440 | 65 | — | ||||||||
| أ تُقدَّم القيم لأغراض المعلومات فقط. | ||||||||||||||
4. متطلبات القابلية للتصلب

فحص المظهر الخارجي - النقع في الحمض

فحص المظهر–في الموقع

التشكيل على البارد-مخطط دائري

فحص المجهر المعدني - تكبير 100 مرة
فحص المجهر المعدني - 500 مرة التكبير
فحص المجهر المعدني - جهاز الفحص: مجهر معدني من كونيكس

اختبار الخواص الميكانيكية - اختبار الشد

اختبار الصلابة - HRC - روكويل
اختبار الصلابة - HRB
اختبار الصلابة - HV-فيكرز

التركيب الكيميائي - صورة من جهاز التحليل الطيفي
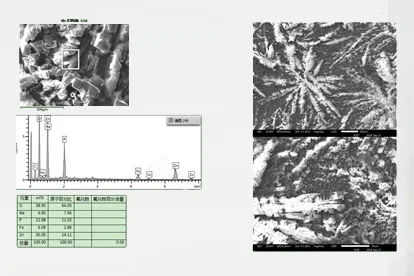
اختبار الغشاء – صورة مجهرية إلكترونية
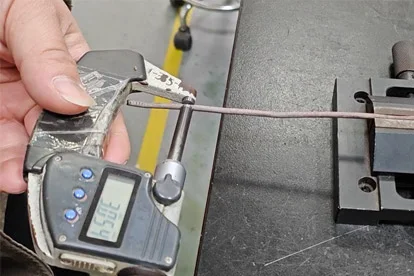
الحجم - ميكرومتر
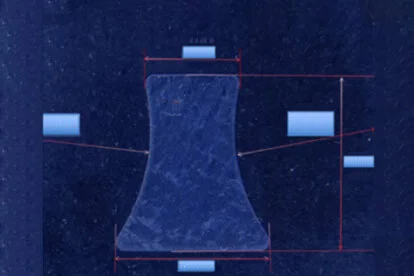
فحص شكل المقطع العرضي
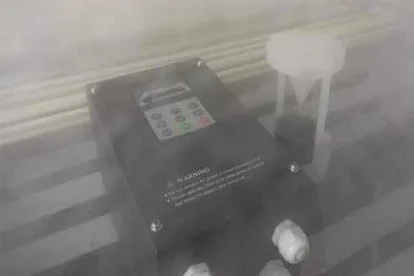
اختبار مقاومة التآكل