ISO 4954-Dodatek A



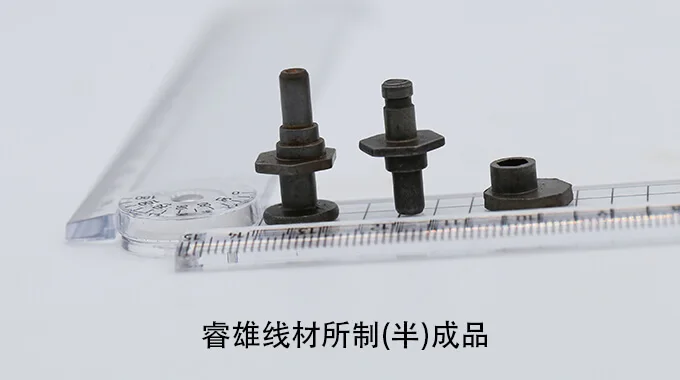
Grupa Przemysłowa Creation Group jest wiodącym przedsiębiorstwem chińskim specjalizującym się w drucie do spęczania na zimno o wysokiej jakości. Cały zespół zarządzający dysponuje 20‑letnim doświadczeniem branżowym. Nawiązaliśmy solidne relacje z wieloma dostawcami pierwszego poziomu z sektora motoryzacyjnego, a wszystkie walcówki pochodzą z renomowanych hutniczych zakładów produkcyjnych. Wszystkie zamówienia są w 100% śledzalne.

Warunki dostawy
: wymiana C
Jakość powierzchniowa
- : ciągłe wygładzanie
- : bez zgrzewów, nakładania, wklęsłości, rys i blizn po ciągnieniu
- : bez rdzy

Dziedziny zastosowania
- : przemysł samochodowy
- : branża budowlana
- : przemysł maszynowy
- : Inne branże









1. Kombinacja warunków dostawy
Tabela A.1 – Kombinacje warunków obróbki cieplnej, formy produktu i wymagań stosowanych przy dostawie
| Warunek dostawy | Symbole | Forma produktu a | Odpowiednie wymagania | |||||
| Walcówka | Bar | Drut | ||||||
| Nieobrobiony (jak walcówka na gorąco) | +AR | X | X | - | Skład chemiczny zgodnie zTabela A.2 | Właściwości mechaniczne określone wTzdolny A.3 | Dodatkowe lub specjalne wymagania, jak określono w Załączniku Eb | |
| obdrążony niepoddany obróbce+ | obdrążony | +AR+PE | X | X | - | |||
| Odkuwany na zimno | +AR+C | - | X | X | ||||
| Odkuwka na zimno + wężownica sferoidyzująca | +AR+C+AC | - | X | X | ||||
| Odkuwka na zimno + sferoidyzujące wżarzanie + obróbka powierzchniowa | +AR+C+AC+LC | - | X | X | ||||
| Wyżarzany w celu uzyskania sferoidyzowanych węglików + | Jak utwardzony lub obdzierany | +AC or AC+PE | X | X | - | |||
| ciągnięty na zimno | +AC+C | - | X | X | ||||
| Inne | Inne warunki dostawy mogą być ustalone w momencie składania zamówienia | |||||||
| a X=dotyczy,—=nie dotyczy b Jeśli zgodnie z ustaleniami podczas zapytania i zamawiania. | ||||||||
2. Skład chemiczny
Tabela A.2 – Skład chemiczny stali niepoddawanych obróbce cieplnej po obróbce na zimno (odnosi się do analizy odlewniczej) a
| Nazwa stali | %masowy frakcji a | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Al b | Cu | Cr+Ni+Mo | |
| Odstawów niestopowych | |||||||||||
| C2C | 0,03 | 0,10 | 0,20 to 0,40d | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C4C | 0,02 to 0,06 | 0,10 | 0,25 to 0,40 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C8C | 0,06 to 0,10 | 0,10 | 0,25 to 0,45 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10C | 0,08 to 0,12 | 0,10 | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10GC | 0,08 to 0,12 | 0,15 to 0,25c | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C15C | 0,13 to 0,17 | 0,10 | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C15GC | 0,13 to 0,17 | 0,15 to 0,25c | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C17C | 0,15 to 0,19 | 0,10 | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C17GC | 0,15 to 0,19 | 0,15 to 0,25c | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C20C | 0,18 to 0,22 | 0,10 | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C20GC | 0,18 to 0,22 | 0,15 to 0,25c | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C25C | 0,23 to 0,27 | 0,10 | 0,80 to 1.00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C25GC | 0,23 to 0,27 | 0,15 to 0,25c | 0,80 to 1,00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | — | 0,30 | 0,50 |
| Elementy nieuwzględnione w tej tabeli nie powinny być celowo dodawane do stali bez zgody nabywcy, z wyjątkiem tych przeznaczonych do wykończenia przetopu. Należy podjąć wszelkie rozsądne środki ostrożności, aby zapobiec wprowadzeniu elementów pochodzących ze złomu lub innych materiałów używanych w procesie produkcyjnym. Jednak mogą obecnie pozostałościowe pierwiastki, o ile nie wpływają one na właściwości mechaniczne i zastosowalność a Wartości maksymalne, chyba że określono inaczej. b Aluminium może być zastąpione innym pierwiastkiem lub pierwiastkami o podobnym działaniu C Gatunki C10GC,C15GC,C17GC i C20GC mogą być dostarczane w dwóch jakościach: a) z zawartością aluminium max. 0,015 %, lub b) bez aluminium i z zawartością krzemu od 0,15 % do 0,25 % w przypadku cynkowania ogniowego d Dla gatunków C2C,C20C,C20GC i C25C może być określona niższa zawartość manganu w przedziale 0,20 %. | |||||||||||
3. Właściwości mechaniczne
Tabela A.3 – Właściwości mechaniczne drutu, prętów i walcówki stosowanych bez obróbki cieplnej po spęczaniu na zimno
| Nazwa stali | Średnica | Warunek dostawy | ||||||||||||
| +AR or +AR+PE | +AC or+AC+PE | +AR+C | +AR+C+AC | +AR+C+AC+LC | +AC+C | |||||||||
| powyżej mm | up to mm | Rm maks. MPa | Z a min. % | R maks. MPa | Z min. % | Rm maks MPa | Zmian % | Rm maks MPa | Zmian. % | Rmax MPa | Zmian. % | R maks. MPa | Zmian. % | |
| C2C | 2 | 5 | — | — | —— | —— | — | — | 310 | 80 | 350 | 75 | — | —— |
| 5 | 10 | 360 | 75 | 450 | 70 | 300 | 80 | 340 | 75 | |||||
| 10 | 40 | 360 | 75 | 440 | 70 | 300 | 80 | 340 | 75 | |||||
| 40 | 100 | 360 | 75 | 440 | 68 | 300 | 80 | 340 | 75 | |||||
| C4C | 2 | 5 | 320 | 77 | 360 | 73 | ||||||||
| 5 | 10 | 390 | 70 | 330 | 75 | 470 | 66 | 310 | 77 | 350 | 73 | 410 | 70 | |
| 10 | 40 | 390 | 70 | 330 | 75 | 460 | 66 | 300 | 77 | 350 | 73 | 400 | 70 | |
| 40 | 100 | 390 | 70 | 330 | 75 | — | — | — | ||||||
| C8C | 2 | 5 | — | — | — | —— | — | 350 | 72 | 390 | 68 | —— | ||
| 5 | 10 | 410 | 65 | 360 | 70 | 490 | 63 | 340 | 72 | 380 | 68 | 450 | 65 | |
| 10 | 40 | 410 | 65 | 360 | 70 | 480 | 63 | 340 | 72 | 380 | 68 | 440 | 65 | |
| 40 | 100 | 410 | 65 | 360 | 70 | — | — | — | — | —— | ||||
| C10C C10GC | 2 | 5 | — | 370 | 72 | 410 | 68 | |||||||
| 5 | 10 | 430 | 60 | 380 | 70 | 520 | 58 | 360 | 72 | 400 | 68 | 470 | 63 | |
| 10 | 40 | 430 | 60 | 380 | 70 | 510 | 58 | 360 | 72 | 400 | 68 | 460 | 63 | |
| 40 | 100 | 430 | 60 | 380 | 70 | — | — | — | ||||||
| C15C C15GC | 2 | 5 | —— | — | 390 | 70 | 430 | 66 | ||||||
| 5 | 10 | 460 | 58 | 400 | 68 | 550 | 56 | 380 | 70 | 420 | 66 | 490 | 63 | |
| 10 | 40 | 460 | 58 | 400 | 68 | 540 | 56 | 380 | 70 | 420 | 66 | 480 | 63 | |
| 40 | 100 | 460 | 58 | 400 | 68 | —— | —— | — | — | — | — | —— | —— | |
| C17C C17GC | 2 | 5 | — | — | — | — | — | — | 430 | 67 | 470 | 63 | — | — |
| 5 | 10 | 520 | 58 | 440 | 65 | 610 | 56 | 420 | 67 | 460 | 63 | 530 | 60 | |
| 10 | 40 | 520 | 58 | 440 | 65 | 600 | 56 | 420 | 67 | 460 | 63 | 520 | 60 | |
| 40 | 100 | 520 | 58 | 440 | 65 | — | ||||||||
| a Wartości podano wyłącznie w celu informacyjnym. | ||||||||||||||
4. Wymagania dotyczące hartowności

Inspekcja wyglądu – kwasowanie w kąpieli

Inspekcja wyglądu – na miejscu

Spęczanie na zimno – wykres kołowy

Badanie metalograficzne – 100-krotne powiększenie metalograficzne
Badanie metalograficzne – 500-krotny powiększenie mikroskopu metalograficznego
Badanie metalograficzne – urządzenie do badań: mikroskop metalograficzny Keyence

Badanie wytrzymałości mechanicznej – próba rozciągania

Badanie twardości – HRC – Rockwell
Test twardości – HRB
Badanie twardości – HV – Vickersa

Skład chemiczny – zdjęcie spektrometru
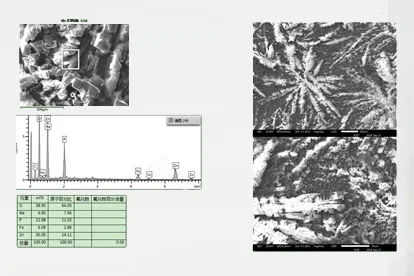
Test powłoki – zdjęcie z mikroskopu elektronowego
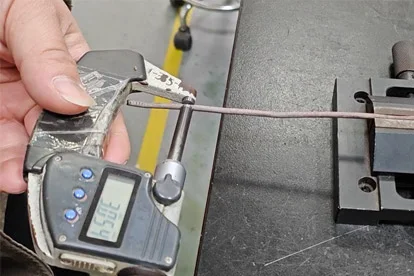
Rozmiar – mikrometr
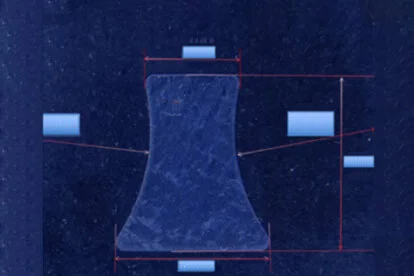
Kontrola kształtu przekroju poprzecznego
Test na odporność na korozję