ISO 4954-Příloha A



Šanghajská skupina Creation Group je čínskou referenční společností specializující se na ocelový drát pro pěchování za studena vyšší kvality. Celý řídící tým disponuje 20letou praxí v oboru. Udržujeme pevné vztahy s mnoha primárními dodavateli automobilového průmyslu, přičemž veškerý válcovaný drát pochází z renomovaných oceláren. Všechny zakázky jsou stoprocentně sledovatelné.

Dodací podmínky
: Komunikace C
Kvalita povrchu
- : kontinuální hladký
- : Bez spojů, překrytí, jamků, škrábanců a otisků pěchování za studena
- : bez rzi

Oblasti použití
- : automobilový průmysl
- : stavebnictví
- : strojírenský průmysl
- : Ostatní odvětví









1. Kombinace dodacích podmínek
Tabulka A.1 – Kombinace podmínek tepelného zpracování, formy výrobku a platných požadavků při dodávce
| Dodací podmínka | Symboly | Produktová forma a | Použitelné požadavky | |||||
| Válcovaný drát | Bar | Drát | ||||||
| Neošetřený (jako válcovaný za tepla) | +AR | X | X | - | Chemické složení dle specifikaceTabulka A.2 | Mechanické vlastnosti dle specifikace vTschopný A.3 | Doplňky nebo zvláštní požadavky stanovené v příloze Eb | |
| oloupaný neošetřený+ | oloupaný | +AR+PE | X | X | - | |||
| Cívka pro pěchování za studena | +AR+C | - | X | X | ||||
| Cívka vytažená za studena + sferoidizační žíhání | +AR+C+AC | - | X | X | ||||
| Cívka vytáhnuta za studena + sferoidizační žíhání + povrchová úprava | +AR+C+AC+LC | - | X | X | ||||
| Změkčený sferoidizačním žíháním, aby se dosáhlo sferoidizovaných karbidů + | Jako upravený nebo oloupaný | +AC or AC+PE | X | X | - | |||
| za studena tažený | +AC+C | - | X | X | ||||
| Ostatní | Další dodací podmínky mohou být dohodnuty při zadání objednávky | |||||||
| a X=platí,—=neplatí b Pokud je to dohodnuto při poptávce a objednávce. | ||||||||
2. Chemické složení
Tabulka A.2 – Chemické složení ocelí, které po pěchování za studena nejsou tepelně zpracovávány (platí pro analytický rozbor slévárny) a
| Název oceli | hmotnostní zlomek % a | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Al b | Cu | Cr+Ni+Mo | |
| Nelitované ocelové třídy | |||||||||||
| C2C | 0,03 | 0,10 | 0,20 to 0,40d | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C4C | 0,02 to 0,06 | 0,10 | 0,25 to 0,40 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C8C | 0,06 to 0,10 | 0,10 | 0,25 to 0,45 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10C | 0,08 to 0,12 | 0,10 | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10GC | 0,08 to 0,12 | 0,15 to 0,25c | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C15C | 0,13 to 0,17 | 0,10 | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C15GC | 0,13 to 0,17 | 0,15 to 0,25c | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C17C | 0,15 to 0,19 | 0,10 | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C17GC | 0,15 to 0,19 | 0,15 to 0,25c | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C20C | 0,18 to 0,22 | 0,10 | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C20GC | 0,18 to 0,22 | 0,15 to 0,25c | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C25C | 0,23 to 0,27 | 0,10 | 0,80 to 1.00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C25GC | 0,23 to 0,27 | 0,15 to 0,25c | 0,80 to 1,00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | — | 0,30 | 0,50 |
| Prvky, které nejsou uvedeny v této tabulce, se nesmějí do oceli cíleně přidávat bez souhlasu kupujícího, s výjimkou těch, které slouží k dokončení tavby. V rámci výrobního procesu je třeba přijmout veškerá rozumná opatření, aby se zabránilo příměsím prvků z odpadního materiálu či jiných použitých surovin. Nicméně mohou být přítomny reziduální prvky, pokud nemají vliv na mechanické vlastnosti a použitelnost. a Maximální hodnoty, pokud není uvedeno jinak. b Hliník lze nahradit jiným prvkem nebo prvky s podobným účinkem C Třídy C10GC,C15GC,C17GC a C20GC lze dodávat ve dvou kvalitách: a) s obsahem hliníku max. 0,015 %, nebo b) bez hliníku a s obsahem křemíku 0,15 % až 0,25 % pro ponorové pozinkování d U tříd C2C,C20C,C20GC a C25C lze stanovit nižší obsah manganu v rozmezí 0,20 %. | |||||||||||
3. Mechanické vlastnosti
Tabulka A.3 – Mechanické vlastnosti ocelového drátu, tyčí a drátů po pěchování za studena, které se následně neztvrdí tepelným zpracováním
| Název oceli | Průměr | Dodací podmínka | ||||||||||||
| +AR or +AR+PE | +AC or+AC+PE | +AR+C | +AR+C+AC | +AR+C+AC+LC | +AC+C | |||||||||
| nad mm | up to mm | Rm max. MPa | Z a min. % | R max. MPa | Z min. % | Rm max MPa | Zmin % | Rm max MPa | Zmin. % | Rmax MPa | Zmin. % | R max. MPa | Zmin. % | |
| C2C | 2 | 5 | — | — | —— | —— | — | — | 310 | 80 | 350 | 75 | — | —— |
| 5 | 10 | 360 | 75 | 450 | 70 | 300 | 80 | 340 | 75 | |||||
| 10 | 40 | 360 | 75 | 440 | 70 | 300 | 80 | 340 | 75 | |||||
| 40 | 100 | 360 | 75 | 440 | 68 | 300 | 80 | 340 | 75 | |||||
| C4C | 2 | 5 | 320 | 77 | 360 | 73 | ||||||||
| 5 | 10 | 390 | 70 | 330 | 75 | 470 | 66 | 310 | 77 | 350 | 73 | 410 | 70 | |
| 10 | 40 | 390 | 70 | 330 | 75 | 460 | 66 | 300 | 77 | 350 | 73 | 400 | 70 | |
| 40 | 100 | 390 | 70 | 330 | 75 | — | — | — | ||||||
| C8C | 2 | 5 | — | — | — | —— | — | 350 | 72 | 390 | 68 | —— | ||
| 5 | 10 | 410 | 65 | 360 | 70 | 490 | 63 | 340 | 72 | 380 | 68 | 450 | 65 | |
| 10 | 40 | 410 | 65 | 360 | 70 | 480 | 63 | 340 | 72 | 380 | 68 | 440 | 65 | |
| 40 | 100 | 410 | 65 | 360 | 70 | — | — | — | — | —— | ||||
| C10C C10GC | 2 | 5 | — | 370 | 72 | 410 | 68 | |||||||
| 5 | 10 | 430 | 60 | 380 | 70 | 520 | 58 | 360 | 72 | 400 | 68 | 470 | 63 | |
| 10 | 40 | 430 | 60 | 380 | 70 | 510 | 58 | 360 | 72 | 400 | 68 | 460 | 63 | |
| 40 | 100 | 430 | 60 | 380 | 70 | — | — | — | ||||||
| C15C C15GC | 2 | 5 | —— | — | 390 | 70 | 430 | 66 | ||||||
| 5 | 10 | 460 | 58 | 400 | 68 | 550 | 56 | 380 | 70 | 420 | 66 | 490 | 63 | |
| 10 | 40 | 460 | 58 | 400 | 68 | 540 | 56 | 380 | 70 | 420 | 66 | 480 | 63 | |
| 40 | 100 | 460 | 58 | 400 | 68 | —— | —— | — | — | — | — | —— | —— | |
| C17C C17GC | 2 | 5 | — | — | — | — | — | — | 430 | 67 | 470 | 63 | — | — |
| 5 | 10 | 520 | 58 | 440 | 65 | 610 | 56 | 420 | 67 | 460 | 63 | 530 | 60 | |
| 10 | 40 | 520 | 58 | 440 | 65 | 600 | 56 | 420 | 67 | 460 | 63 | 520 | 60 | |
| 40 | 100 | 520 | 58 | 440 | 65 | — | ||||||||
| a Hodnoty jsou uvedeny pouze pro informaci. | ||||||||||||||
4. Požadavek na prohřevnost

Inspekce vzhledu – kyselé trávení

Inspekce vzhledu – na místě

Pěchování za studena – koláčový graf

Metalografická analýza – 100násobné zvětšení
Metalografická analýza – 500násobné zvětšení metalografie
Metalografická analýza – zařízení pro zkoušení, například metalografický mikroskop Keyence

Měření mechanických vlastností – zkouška tahem

Měření tvrdosti – HRC – Rockwellova stupnice
Měření tvrdosti – HRB
Měření tvrdosti – HV – Vickersova metoda

Chemické složení – fotografie spektrometru
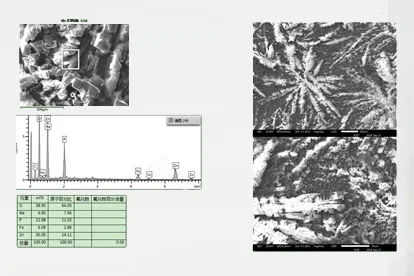
Test povlaku – elektronový mikroskopický snímek
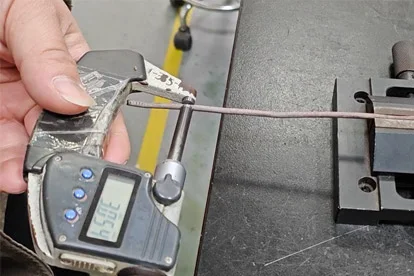
Rozměr – mikrometr
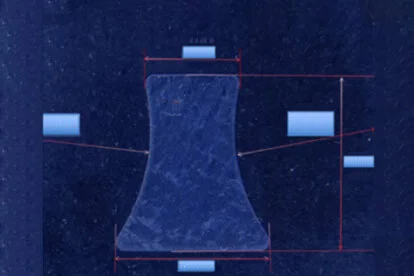
Kontrola průřezového tvaru
Test odolnosti proti korozi