1. Definitie en kernprincipes
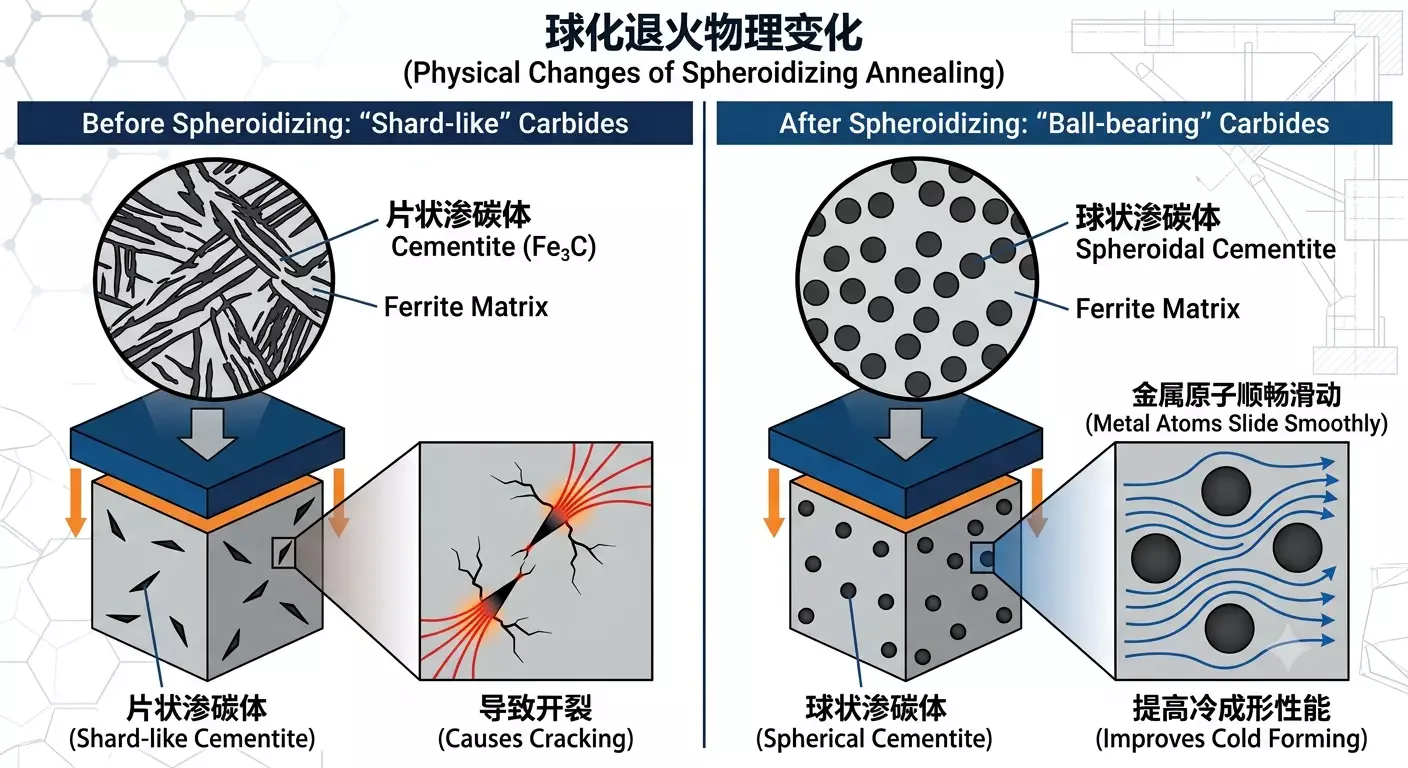
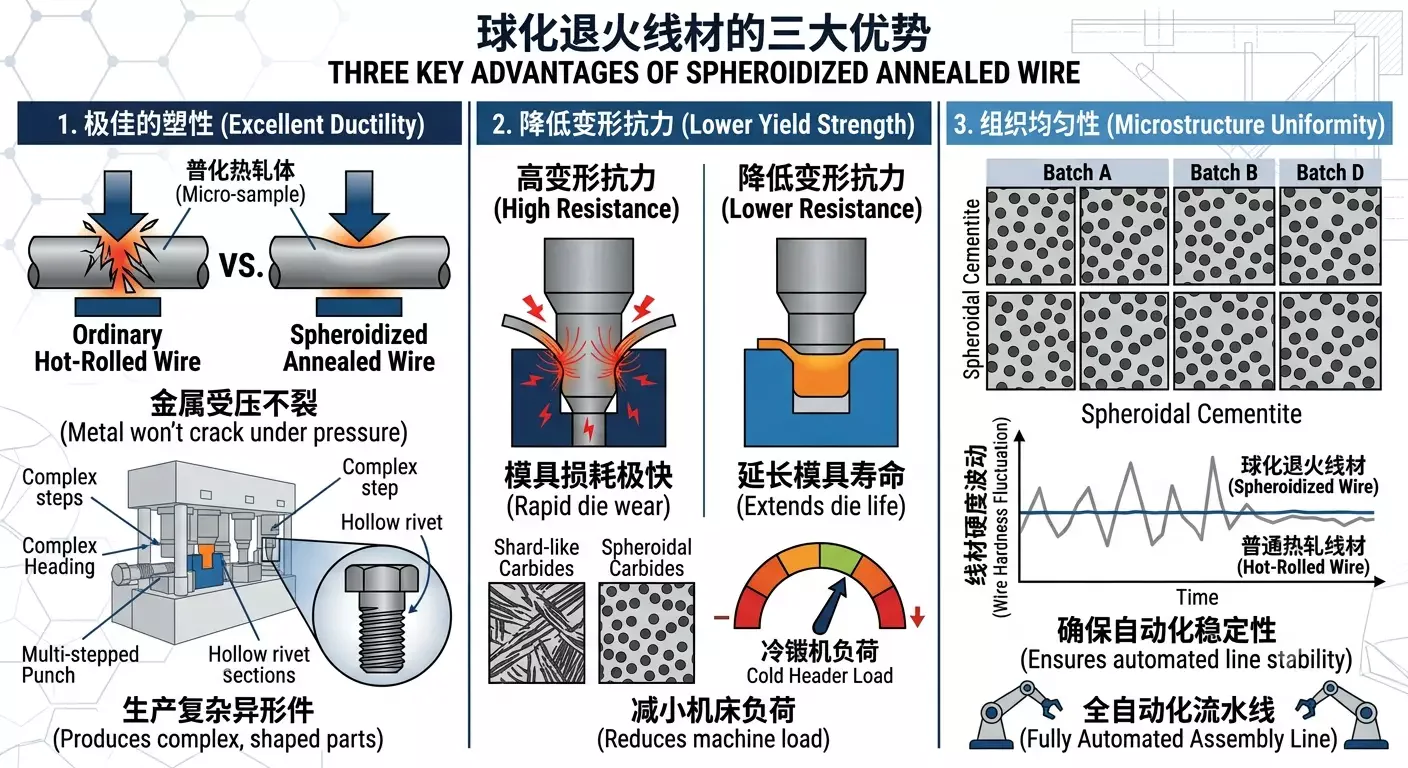
2. Waarom moet voor koudstuiken staaldraad voor sferoïdiserend gloeien worden gebruikt?
3. Productieproces
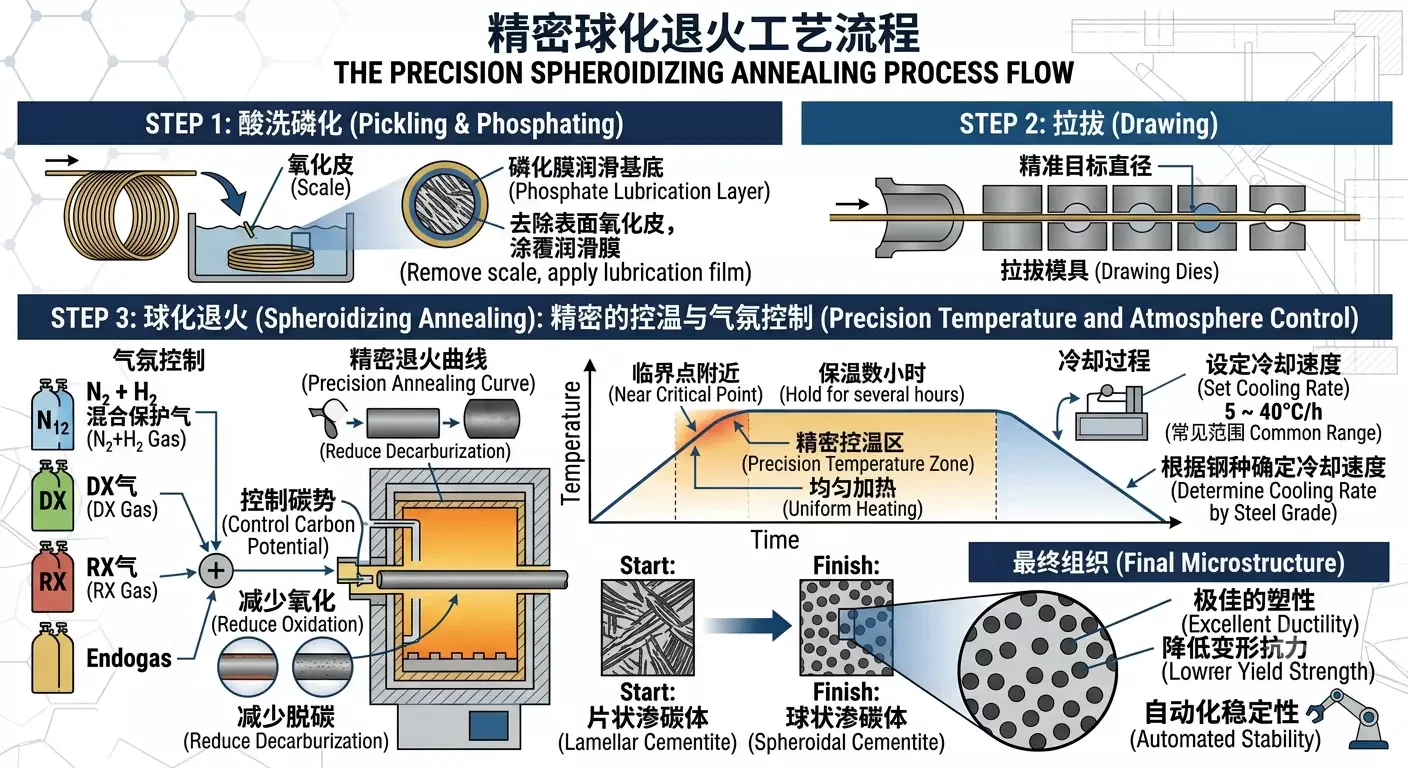
De gangbare productieprocessen voor staaldraad voor koudstuiken dienen te worden bepaald op basis van het productniveau en de klanteisen.

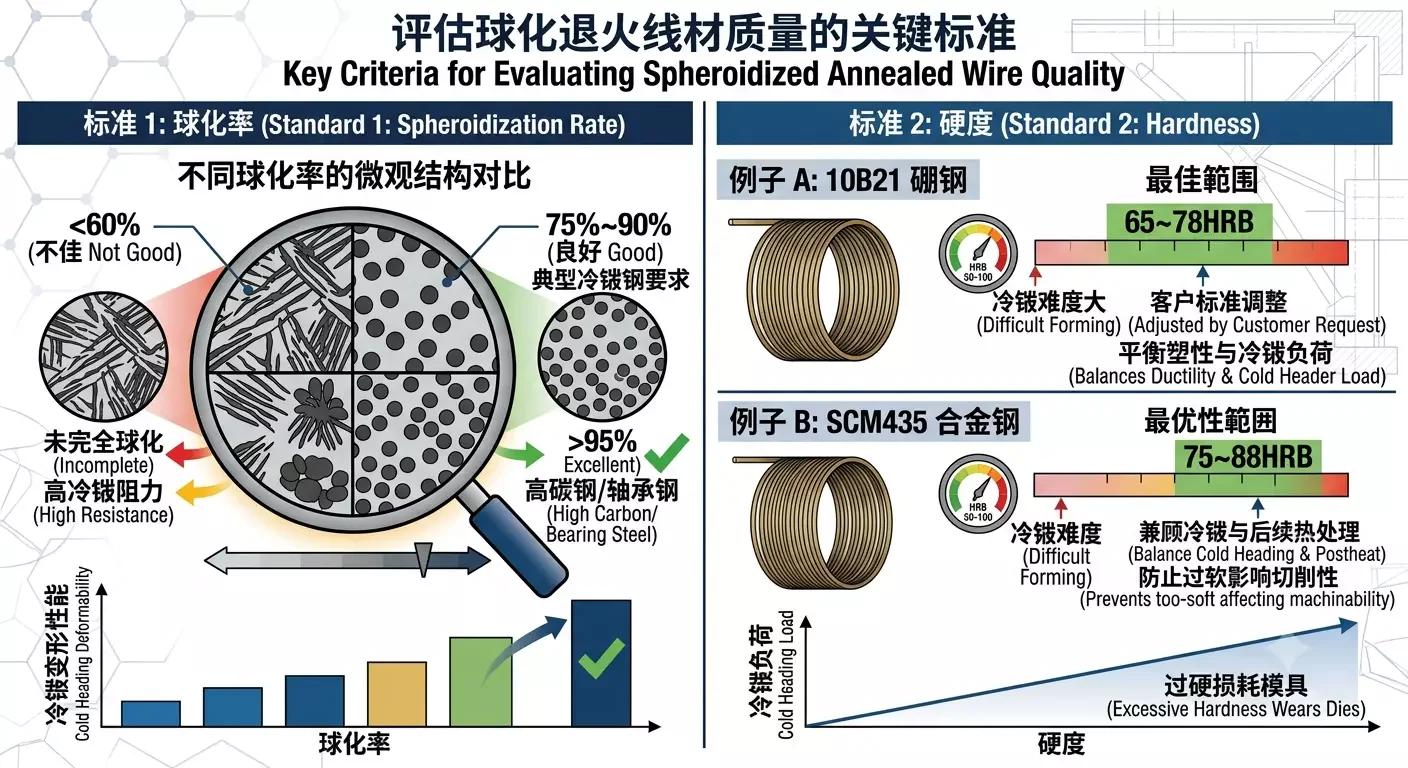
4. Kwaliteitsbeoordelingsnormen