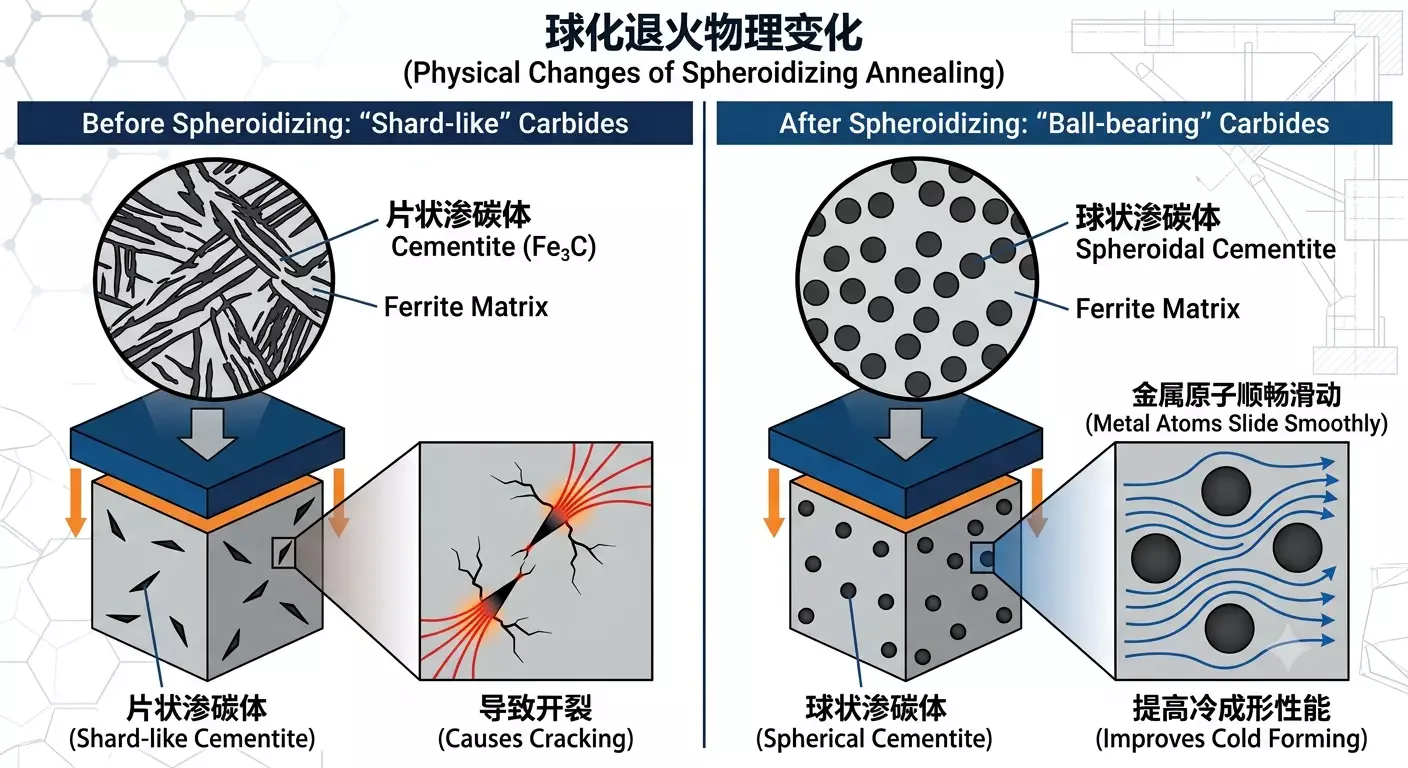
1. Meghatározás és alapelvek
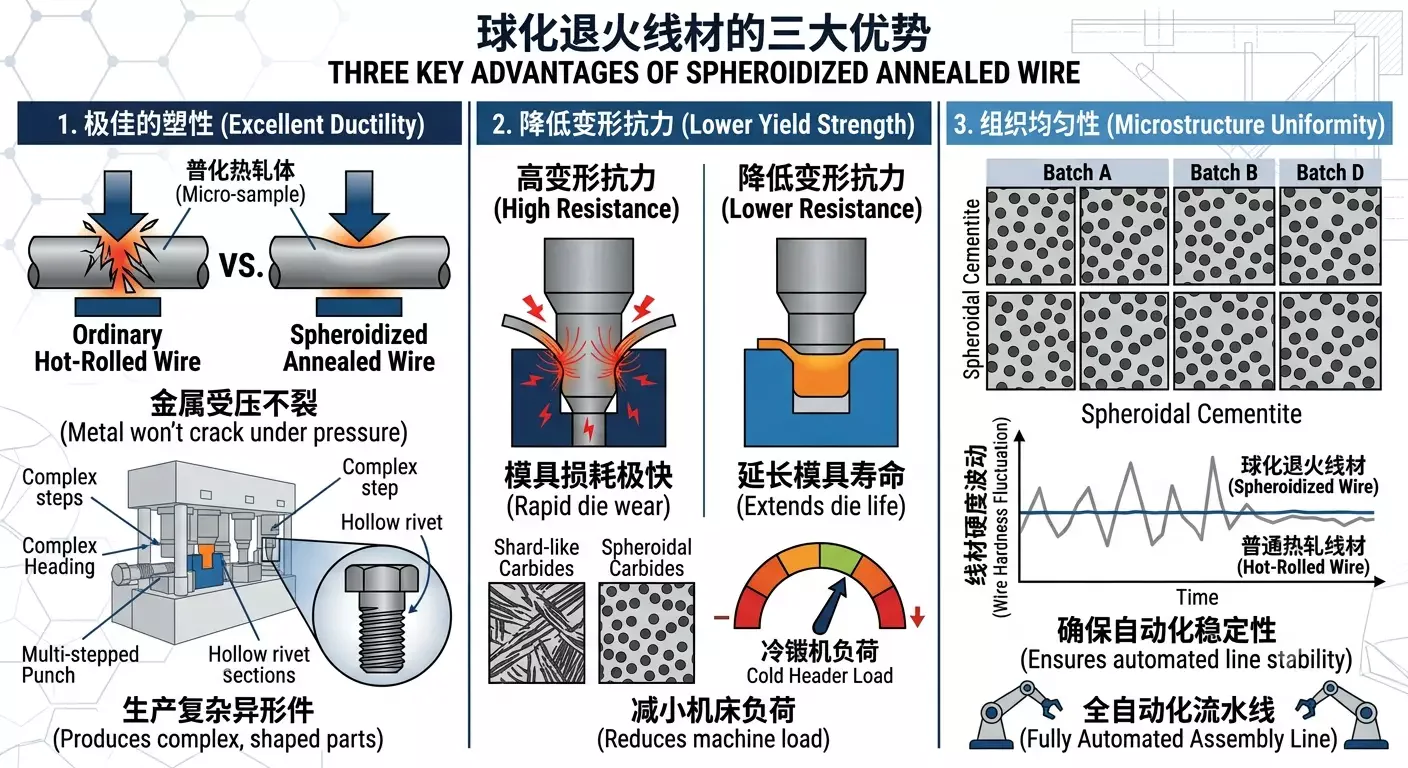
2. Miért kell a hidegfejezéshez gömbösítő lágyítású hengerhuzalt használni?
3. Gyártási technológiai folyamat
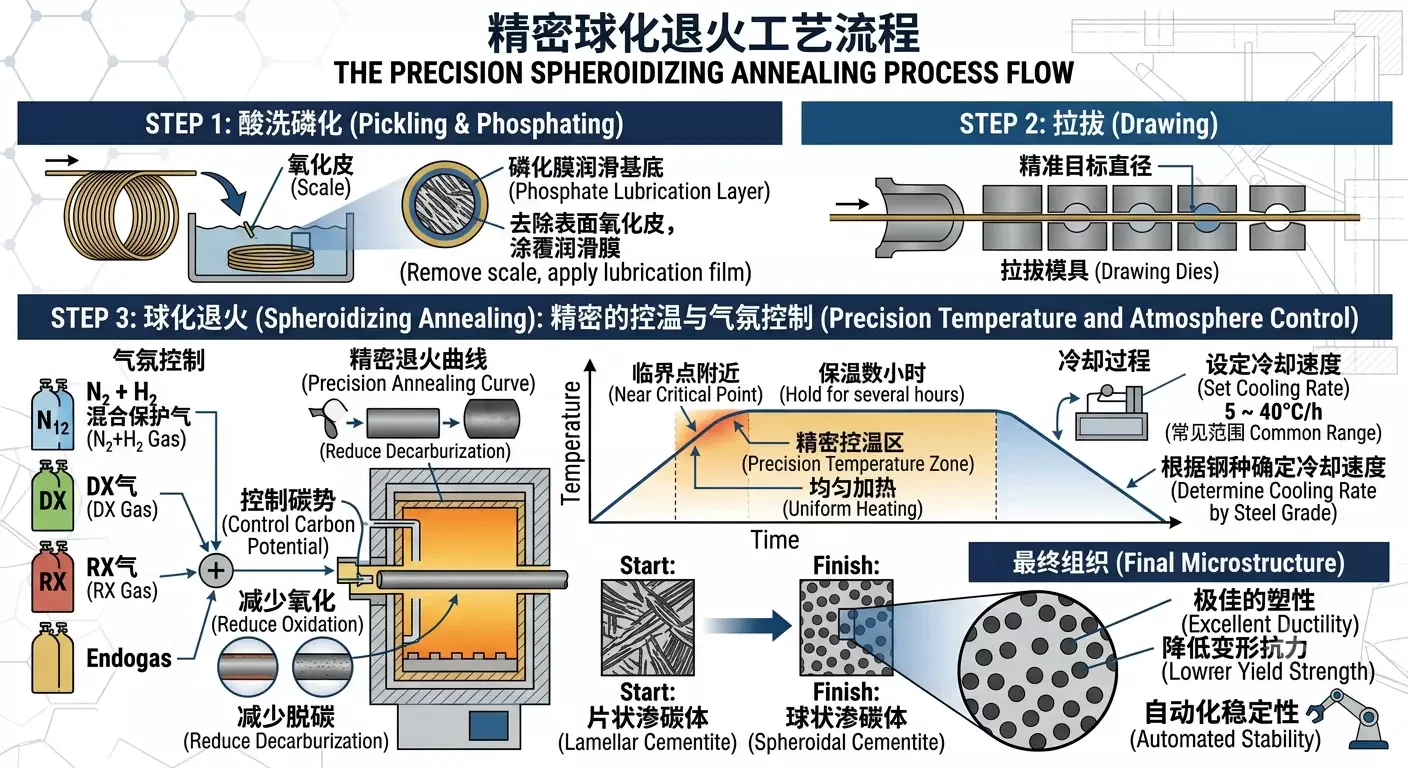
A hidegfejező acélhuzal gyakori gyártási folyamatait a termék minőségi osztálya és az ügyfél követelményei alapján kell meghatározni.

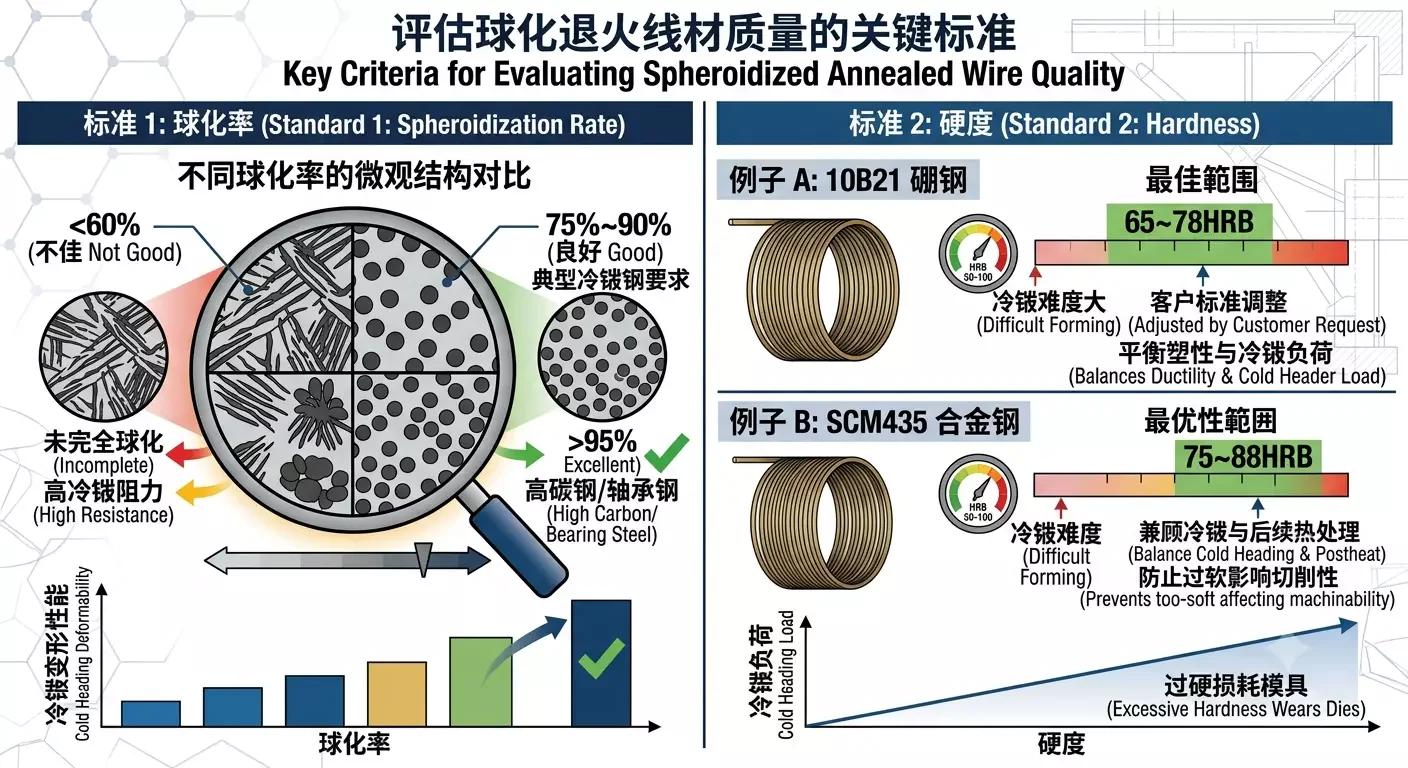
4. Minőségértékelési szabványok