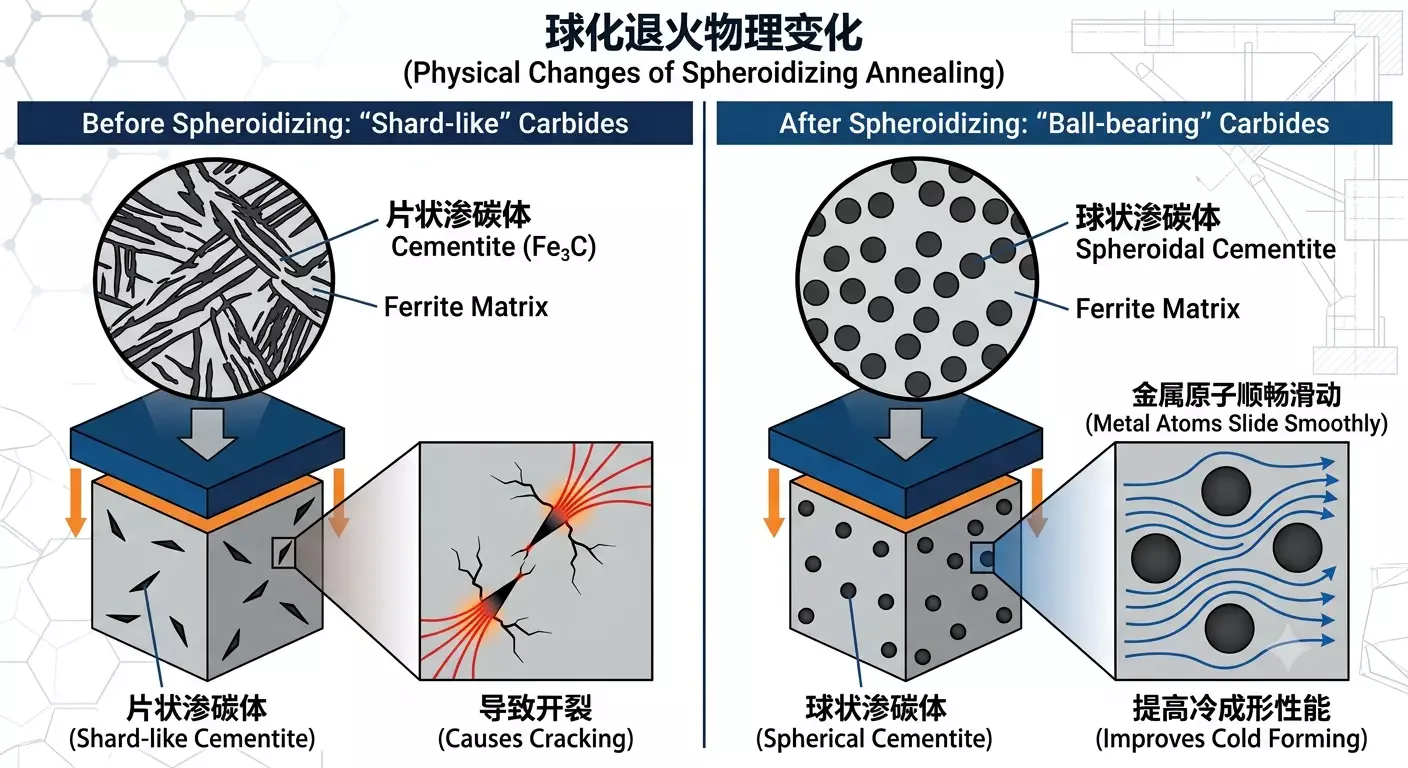
1. Definition und Grundprinzip
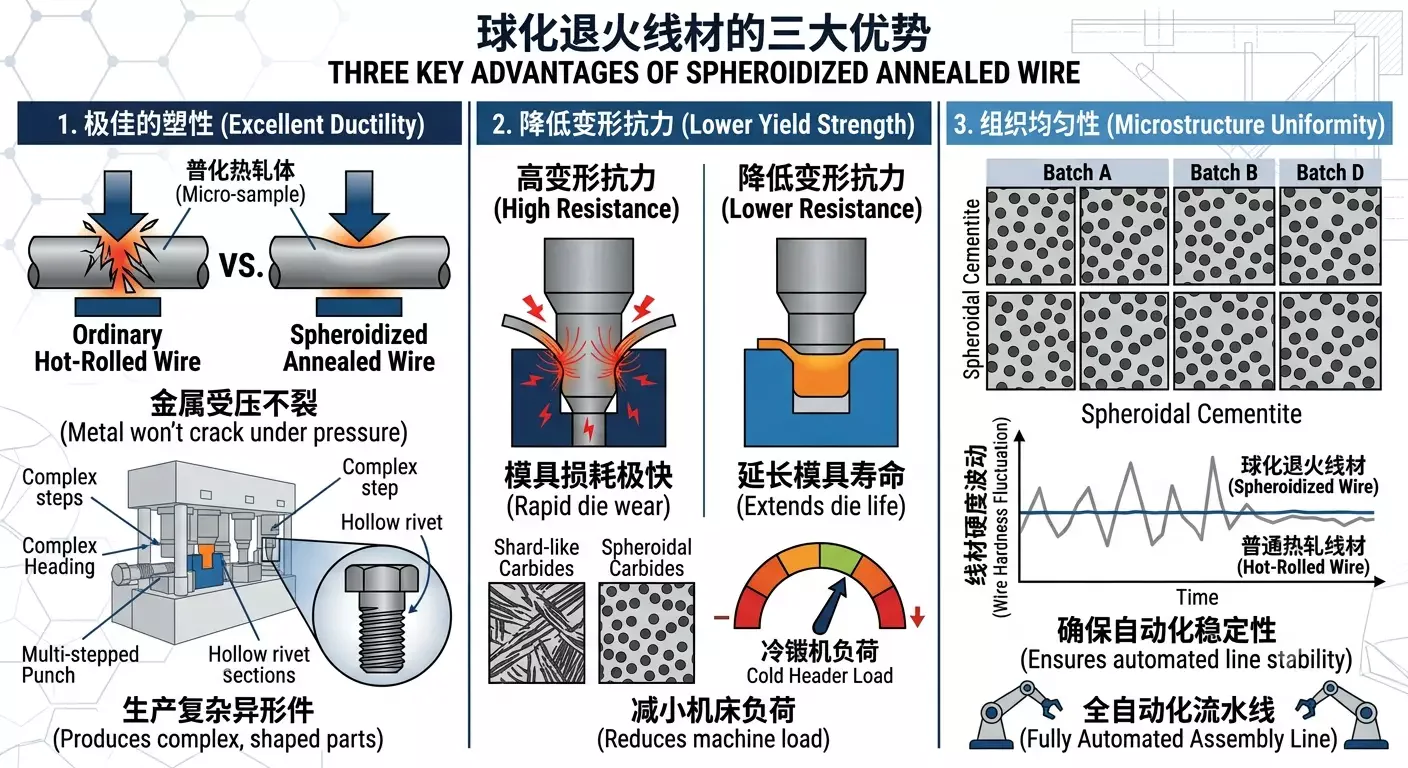
2. Warum muss beim Kaltstauchen kugelgeglühter Draht verwendet werden?
3. Produktionsprozess
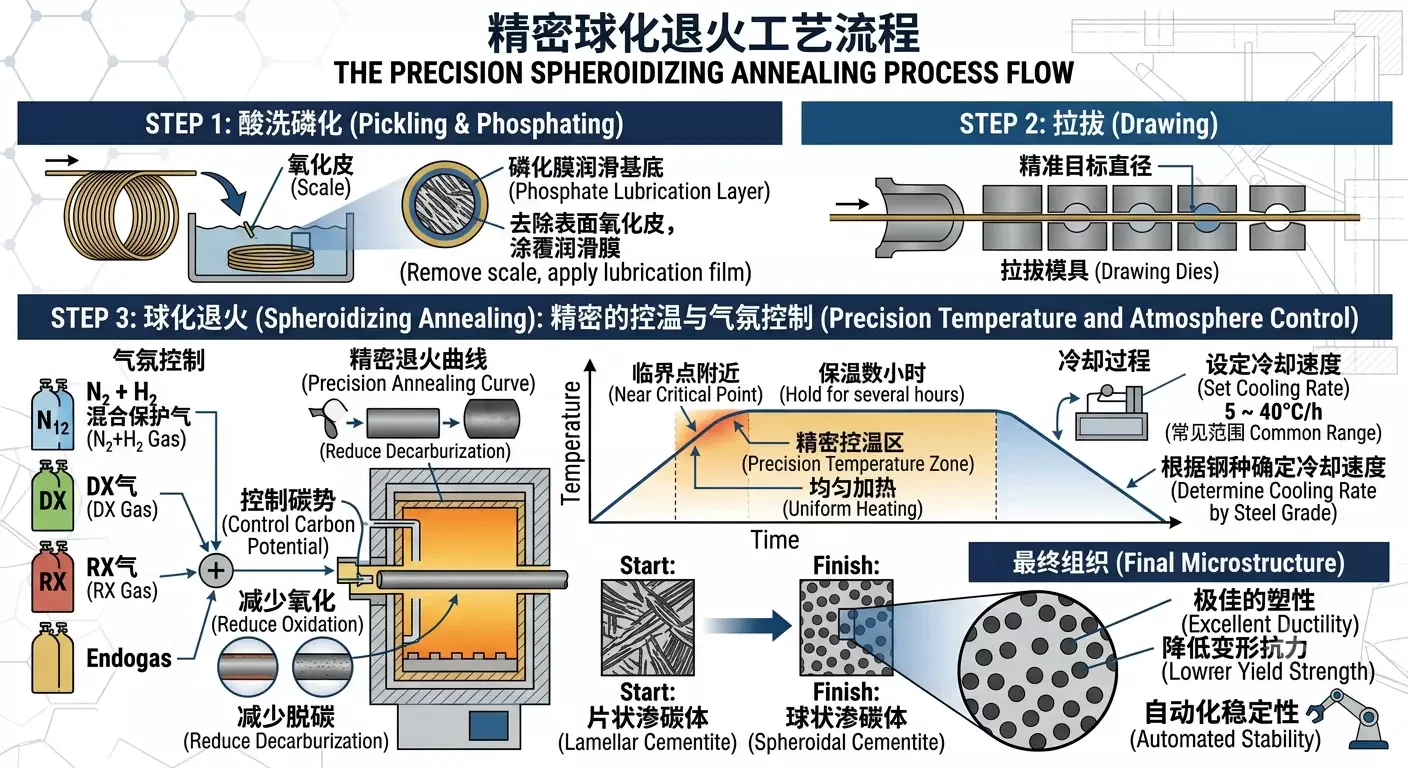
Der gängige Herstellungsweg für Kaltstauchdraht ist je nach Produktklasse und Kundenanforderung festzulegen.

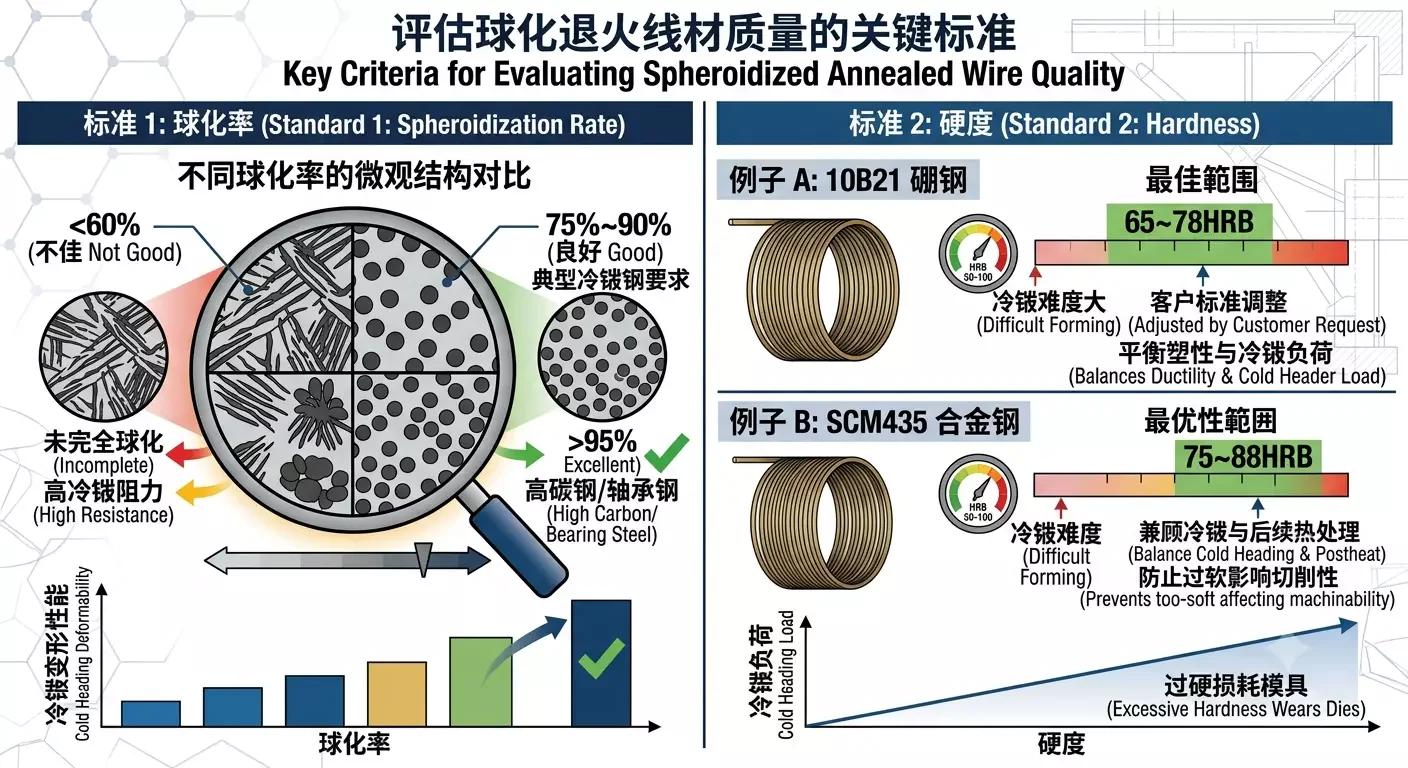
4. Qualitätsbewertungsnormen