1. Definice a základní principy
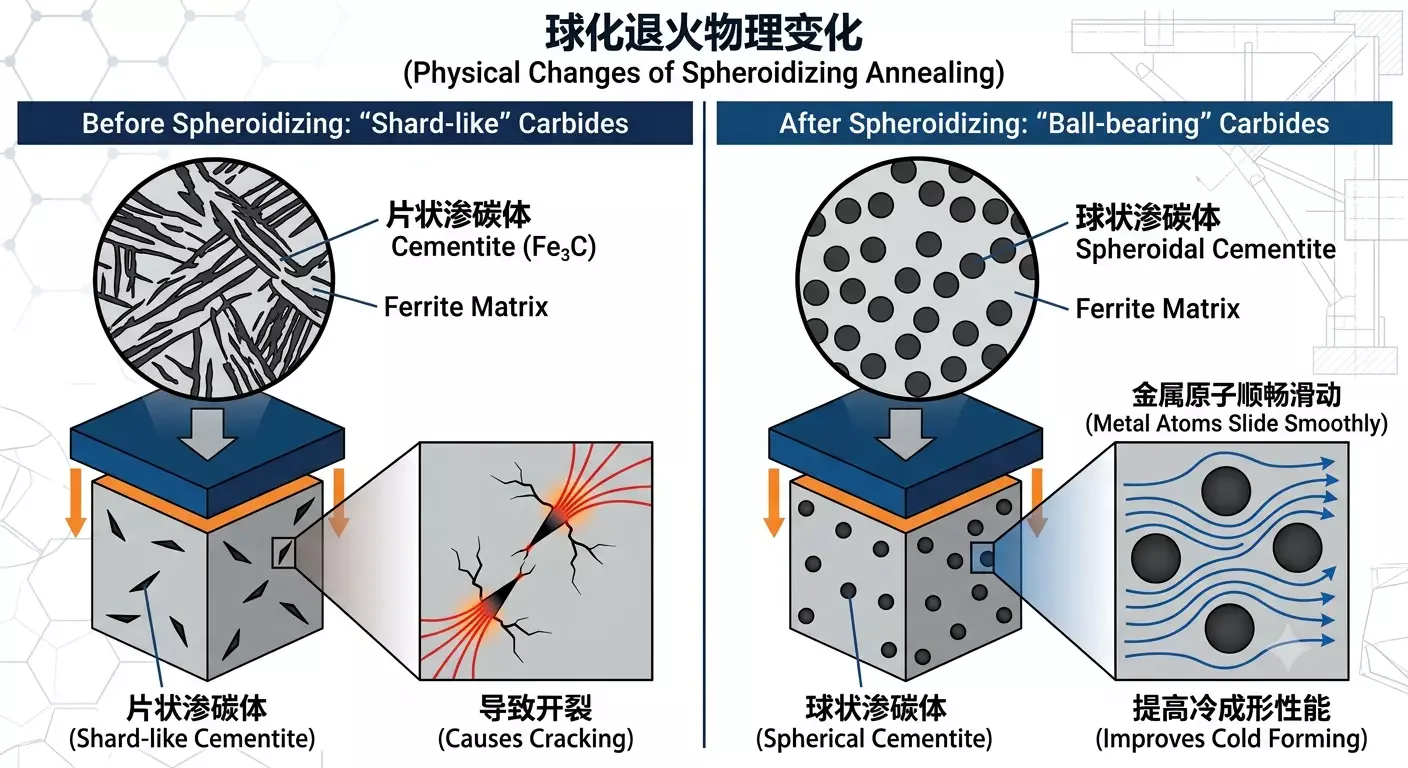
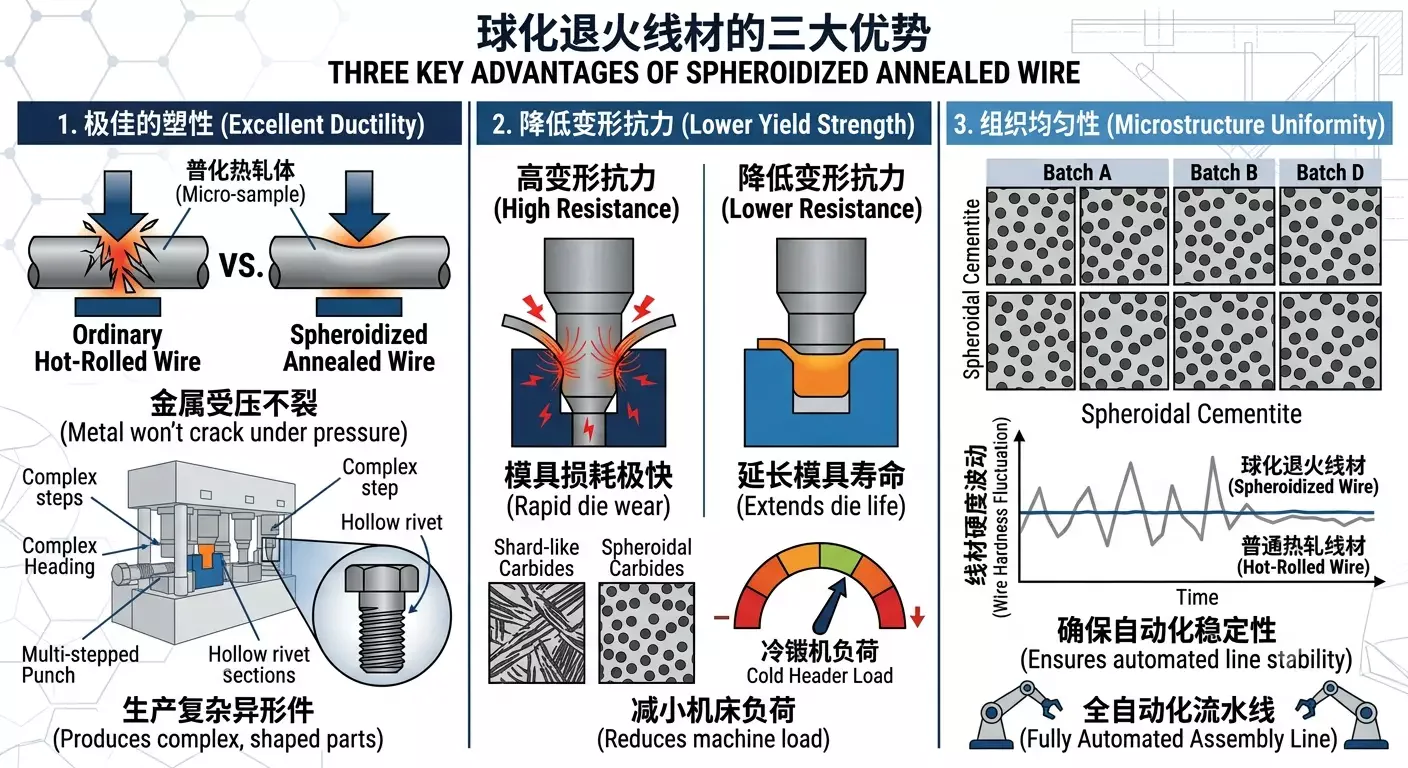
2. Proč je pro pěchování za studena nezbytné používat ocelový drát s feroideální mikrostrukturou?
3. Technologický postup výroby
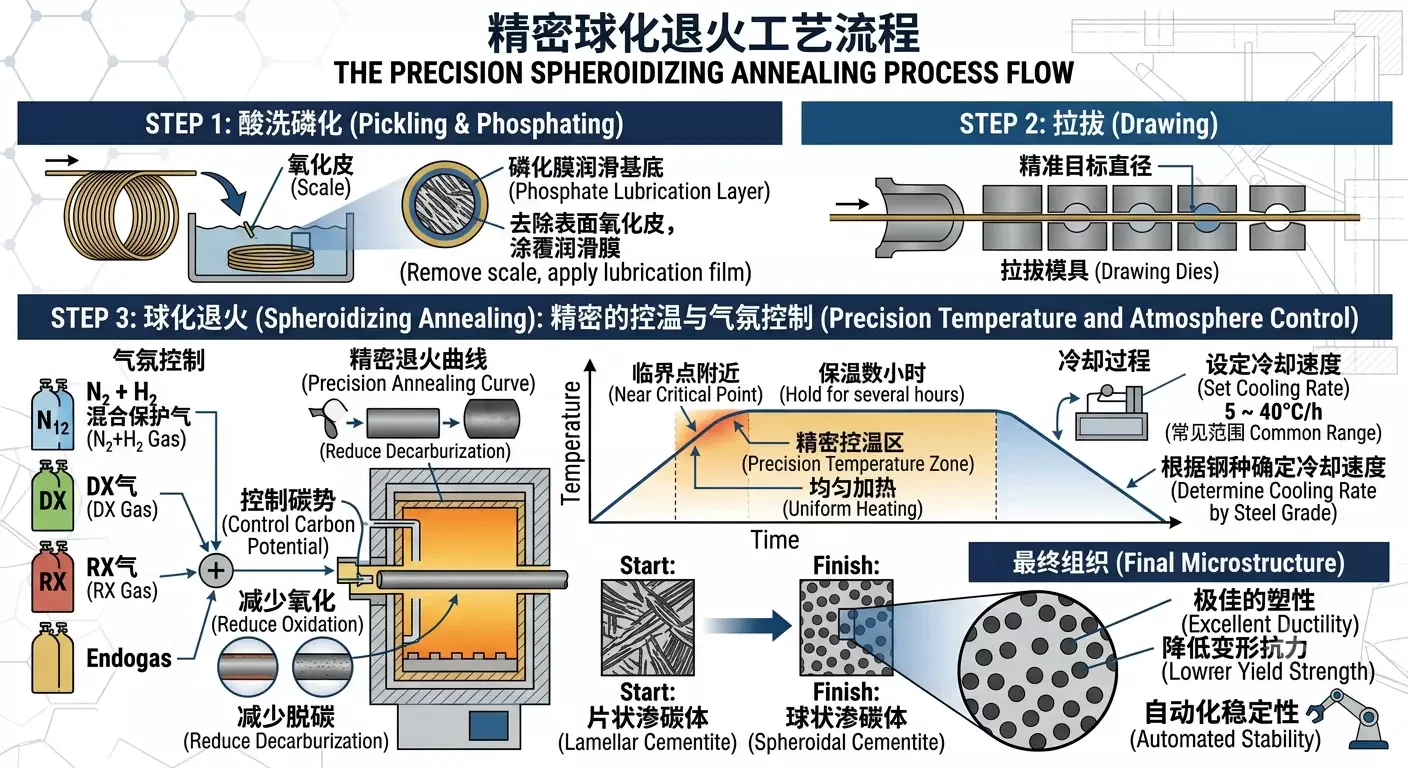
Běžné technologické postupy pro ocelový drát pro pěchování za studena se stanovují v závislosti na třídě výrobku a požadavcích zákazníka.

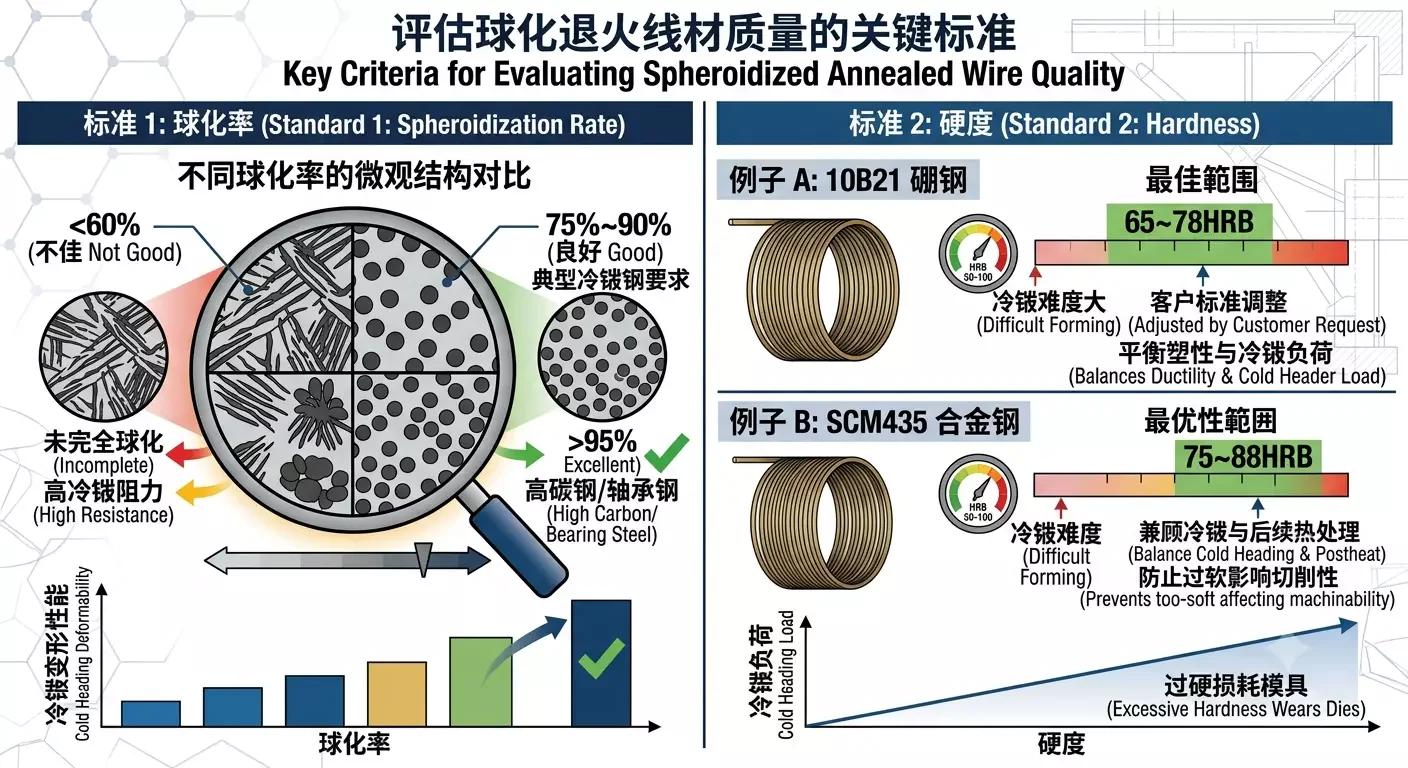
4. Kritéria hodnocení kvality